

冲床自动送料
好的,冲床自动送料系统是一种用于在冲压加工过程中,自动、精准、连续地将材料(通常是金属卷料、板料或条料)送入冲床模具工作区域的技术装备。
它的主要目的和优点是:
- 提高生产效率: 比手动送料快得多,冲床可以连续高速运行,大幅提升产能。
- 保证送料精度: 核心要求之一!采用伺服电机、高精度滚珠丝杠或齿轮齿条等驱动,配合高精度编码器或位移传感器,确保每次送料的步距(送料长度)误差非常小(可达±0.02mm至±0.1mm或更优),保障冲压产品的尺寸一致性。
- 降低人工成本: 减少操作人员数量,特别是在需要24小时运行或多台冲床联线时。
- 提高安全性: 操作员无需频繁进入危险的模具区域手动送料,显著降低工伤风险。
- 减轻劳动强度: 自动化替代重复、繁重的手工劳动。
- 减少材料浪费: 精确定位减少了由于送料不准导致的废品,也避免了人为因素导致的错误。
- 提高自动化程度: 是实现冲压无人化生产线、整线自动化(如开卷线->整平机->送料机->冲床->收料)的关键环节。
- 稳定产品质量: 送料的一致性保证了冲压过程的稳定性,从而提高产品良率。
主要类型和原理
自动送料系统的核心在于其驱动方式和送料方式:
-
机械式自动送料机:
- 原理: 利用冲床滑块(或曲轴)的上下运动(通过连杆、凸轮或摩擦盘等机构)作为动力来源,驱动送料机构(如滚轮、夹钳、钩子)进行往复的送料动作。
- 特点: 结构相对简单、成本较低、维护方便、无需额外动力源(依赖冲床本身)。但送料精度(±0.1mm至±0.5mm或以上)和速度通常不如伺服式,灵活性较差(步距调整范围有限或不方便),噪音可能较大。常见的有凸轮式、连杆式、夹持爪式、辊轮式(利用摩擦或齿轮传递动力)。
-
气动式自动送料机:
- 原理: 使用气缸(直线气缸或夹紧气缸)作为执行元件,压缩空气驱动。通常配合夹具(气动夹钳)夹持材料,由气缸推动滑块或连杆进行送料。
- 特点: 结构简单、动作快、成本低、维护方便、抗污染能力强。但精度(一般在±0.1mm至±0.2mm)受气压稳定性、气缸速度控制和机构刚度影响较大,行程有限。常用于轻型、短步距、精度要求相对不高的场合,或者作为夹持/放松装置与其它送料方式配合使用(如伺服送料机的入料端)。
-
伺服驱动式自动送料机:
- 原理: 目前最主流、最高性能的选择。 核心部件是伺服电机和精密减速机(如行星减速机)。伺服系统接收来自冲床控制器或自身控制器的脉冲信号,精确控制电机的旋转角度和速度,再通过滚珠丝杠、同步带或精密齿轮齿条等,将旋转运动转换为高精度的直线运动,驱动送料机构(通常是送料辊轮或夹钳)推进材料。
- 特点:
- 超高精度: ±0.02mm至±0.1mm,甚至更高,满足精密冲压要求。
- 送料步距/长度灵活可变: 可在控制器上轻松设定任意送料长度(在机器行程范围内),非常适合多工程模、连续模或需要频繁换产的场合。
- 高速度: 高速伺服系统可以实现极高的送料频率。
- 稳定性好: 不受气压、油压波动影响。
- 智能化: 可与冲床CNC控制器联动通讯,实现同步启动、停止、报警等功能。可存储多种程序。
- 低噪音: 传动平稳,噪音远低于传统机械式。
- 常见形式: NC伺服滚轮送料机(最常用)、NC伺服夹式送料机(适合薄板、易变形材料或步距非常大的场合)、三轴/多轴伺服机械手(用于板料或异形件的拾取、定位和移送)。
-
送料机构的形式 (Delivery Mechanism):
- 滚轮式送料: 最常见,适用于卷料或长条料。通过一对或多对驱动辊(主动辊)和压紧辊(从动辊,可气压或弹簧加压)夹持材料,利用辊轮与材料之间的摩擦力进行推送。精度高,效率高。
- 夹钳式/夹持式送料: 通过气动或液压夹爪夹紧材料两侧或边缘,然后用连杆或伺服滑台推动夹爪前行送料,完成后夹爪松开退回原位。适用于片料、管料、特殊形状材料或需要精确定位的场合。精度也很好。
- 钩式送料: 一种较老式的机械送料,利用钩子钩住材料边缘的工艺孔进行拉动送料。精度低,对材料有要求(需有导正孔),应用较少。
关键组成部分
- 动力单元: 伺服电机(最常见)、气缸(气动式)、或冲床主轴(机械式)。
- 传动机构: 滚珠丝杠+直线导轨(高精度伺服常用)、同步带+直线导轨、齿轮齿条、连杆机构、凸轮机构等。
- 送料机构: 驱动辊轮和压紧辊轮(滚轮式)、气动夹爪(夹钳式)、夹持块或钩爪。
- 控制系统: CNC控制器(伺服式)、PLC(部分集成控制)、或机械凸轮开关(老式机械)。接收冲床信号(如上死点信号、下死点信号),控制送料启动/停止、送料长度/步距、速度、放松信号输出等。人机界面用于参数设定。
- 放松装置: 在冲压完成、冲床滑块抬起时,能短暂释放对材料的夹紧力(送料滚轮松开或夹钳松开),让模具中的定位导正销(若使用)能精确校正材料位置,不受送料机构束缚(尤其对于薄料或高速连续模至关重要)。
- 料架/支撑结构: 支撑整个送料机本体,保证其与冲床工作台的良好对位。
- 检测与安全装置: 材料感应器(检测有无料、料末端)、过载保护装置、急停按钮、安全防护光栅等。
选择考虑因素
- 材料类型: 卷料、片料、条料?材质(钢、铝、铜)、厚度(决定夹紧力、是否需要放松)。
- 材料尺寸: 宽度、厚度。
- 送料精度要求: 对产品公差的要求。
- 送料步距/长度: 最大/最小送料长度、步距变化频率。
- 冲床速度(SPM): 需要与之匹配的送料速度。
- 模具类型: 单工程模?连续模?是否需要导正销/导位销?
- 预算: 从经济型机械/气动到高性能伺服的不同选择。
- 自动化程度: 是否与其他设备联线(如开卷机、整平机、收料机)?需要控制系统通讯接口。
- 现场环境: 空间限制、压缩空气气源(气动式需要)、防尘要求。
总结
冲床自动送料系统是现代高效、安全冲压生产的核心设备。它能精确可靠地将原材料送入模具工作位置,使冲床得以发挥最大效率,是实现工业自动化的关键环节。伺服驱动滚轮送料机因其高精度、灵活性、易用性和智能化程度,已成为目前冲压行业的主流配置。选择何种类型取决于具体的生产需求、精度要求、材料特性以及预算等因素。正确使用和维护自动送料机对保证冲压生产的顺利进行和产品质量至关重要。务必注意安全操作和定期维护保养!

小机灵冲床画册2022
深圳小机灵精密冲床是一家集研发、设计、生产、维修、销售为一体的国际化小型机密冲压设备制造企业,拥有和众多知名企业超15年的合作经验,专业生产高精密高速智能型冲床及
资料下载
![]() jf_21910180
2022-12-14 15:57:06
jf_21910180
2022-12-14 15:57:06
小机灵冲床画册2022
深圳小机灵精密冲床是一家集研发、设计、生产、维修、销售为一体的国际化小型机密冲压设备制造企业,拥有和众多知名企业超15年的合作经验,专业生产高精密高速智能型冲床及
资料下载
![]() jf_21910180
2022-12-08 15:43:49
jf_21910180
2022-12-08 15:43:49
如何使用超声波技术实现冲压送料双板检测系统
双板料检测是板料冲压自动化过程中的一个关键环节。本文介绍了超声波以及超声波传感器技术,提出了基于超声波技术的冲压送料双板料检测原理及方法,建立了
资料下载
![]() 龙者1003
2020-03-18 08:00:00
龙者1003
2020-03-18 08:00:00
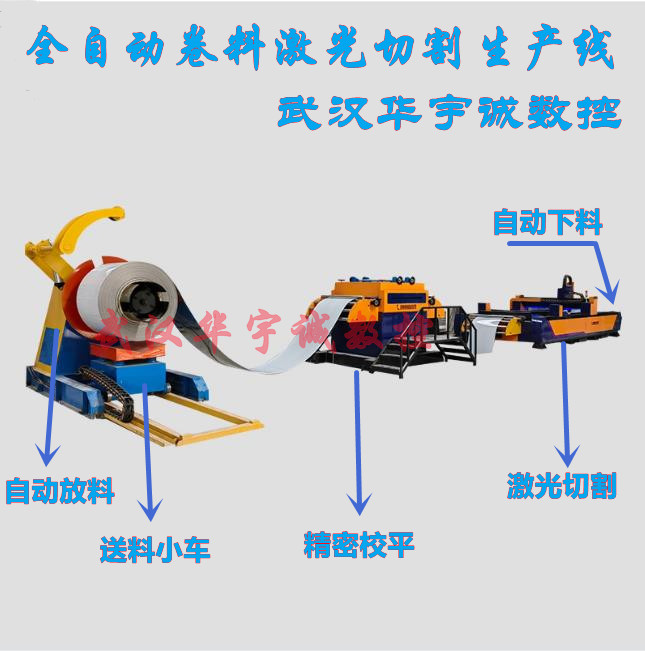
卷材全自动激光切割机送料设备-不锈钢卷料-碳钢卷料-镀锌板卷材

作为武汉华宇诚激光全新推出的卷料激光切割机,具备开平、送料、切割、下料四大功能,优化了传统加工方式,由以往单一切割升级为一体化
2022-04-19 09:32:00
深圳FPC视觉对位冲床机械手系统有哪些特点?
有哪些特点?相信不少人是有疑问的,今天深圳四元数就跟大家解答一下!四元数FPC视觉对位冲床机械手系统特点:1、全自动上料取
冲压生产线:伺服送料、气动送料、机械送料哪种更适合你
就可以了。一些设备可以存储多达200个程序。伺服送料运行速度也相对较快。当然,速度是与步距有关:步距越长,送
什么是多向振动送料技术,它的优势是什么
弗莱克斯(深圳)智能科技有限公司自主研发的多向振动送料技术,可使得零件自由的在振动盘面上任意方向移动、翻转;利用软件界面,直观快速的调节振动频率 和时间以获得最佳的产品选料排列时间;通常配置一款产品
2020-11-26 15:17:58
- 如何分清usb-c和type-c的区别
- 中国芯片现状怎样?芯片发展分析
- vga接口接线图及vga接口定义
- 芯片的工作原理是什么?
- 华为harmonyos是什么意思,看懂鸿蒙OS系统!
- 什么是蓝牙?它的主要作用是什么?
- ssd是什么意思
- 汽车电子包含哪些领域?
- TWS蓝牙耳机是什么意思?你真的了解吗
- 什么是单片机?有什么用?
- 升压电路图汇总解析
- plc的工作原理是什么?
- 再次免费公开一肖一吗
- 充电桩一般是如何收费的?有哪些收费标准?
- ADC是什么?高精度ADC是什么意思?
- EDA是什么?有什么作用?
- dtmb信号覆盖城市查询
- 苹果手机哪几个支持无线充电的?
- type-c四根线接法图解
- 华为芯片为什么受制于美国?
- 怎样挑选路由器?
- 元宇宙概念股龙头一览
- 锂电池和铅酸电池哪个好?
- 什么是场效应管?它的作用是什么?
- 如何进行编码器的正确接线?接线方法介绍
- 虚短与虚断的概念介绍及区别
- 晶振的作用是什么?
- 大疆无人机的价格贵吗?大约在什么价位?
- 苹果nfc功能怎么复制门禁卡
- 单片机和嵌入式的区别是什么
- amoled屏幕和oled区别
- 复位电路的原理及作用
- BLDC电机技术分析
- dsp是什么意思?有什么作用?
- 苹果无线充电器怎么使用?
- iphone13promax电池容量是多少毫安
- 芯片的组成材料有什么
- 特斯拉充电桩充电是如何收费的?收费标准是什么?
- 直流电机驱动电路及原理图
- 传感器常见类型有哪些?
- 自举电路图
- 通讯隔离作用
- 苹果笔记本macbookpro18款与19款区别
- 新斯的指纹芯片供哪些客户
- 伺服电机是如何进行工作的?它的原理是什么?
- 无人机价钱多少?为什么说无人机烧钱?
- 以太网VPN技术概述
- 手机nfc功能打开好还是关闭好
- 十大公认音质好的无线蓝牙耳机
- 元宇宙概念龙头股一览
湘ICP备2023036445号-105