

带r角铣刀
好的,我们来详细解释一下 带 R 角铣刀(通常在中文里也叫 圆鼻铣刀 或 牛鼻铣刀)。
核心概念
- R 角: 在机械加工领域,“R” 代表 圆弧半径。“带 R 角” 就是指刀具的切削刃部分具有特定半径的圆弧过渡形状。
- 铣刀: 一种旋转切削刀具,用于在铣床上加工平面、沟槽、轮廓、型腔等。
带 R 角铣刀(圆鼻铣刀 / 牛鼻刀)的定义与特点
- 刀具形状: 这种铣刀的刀尖(底刃)不是尖锐的(像平底立铣刀那样),也不是完整的半球形(像球头铣刀那样),而是在平底刃和侧面刃之间加工出了一个圆弧过渡。
- 圆弧半径 (R): 这个过渡圆弧的半径就是 R 值(通常以毫米 mm 为标注单位)。例如,一把
D10R1的圆鼻刀,直径是 10mm,刀尖 R 角半径为 1mm;D16R0.8则直径 16mm,刀尖 R 角半径 0.8mm。 - 结构: 可以看作是平底立铣刀和球头铣刀的折中。
- 它有一个平底区域(但比平底刀的平底区域要小),
- 同时在平底与侧刃相交的角落里有一个光滑的圆弧角(R 角)。
- 主要作用:
- 增强刀尖强度: 这是最主要、最关键的优势!尖锐的尖角(平底刀的 90° 角)是刀具最脆弱、最容易崩刃的地方。R 角圆弧提供支撑,显著提高了刀尖的抗冲击能力和抗崩刃能力,使刀具更耐用、更可靠。
- 加工出内圆角: 在加工型腔、凸台、阶梯面时,刀具的 R 角会在工件相应的角落处自然加工出与刀具 R 值相同的圆角。这是设计所需圆角轮廓时必备的刀具。
- 改善表面质量: 相较于平底刀在角落处的直角铣削(可能留下刀痕或毛刺),R 角刀尖能实现更平滑的过渡,减少应力集中,改善工件角落处的表面粗糙度。
- 提高加工效率: 由于其刀尖强度高,相较于平底刀,它可以承受更大的轴向切深 (Ap) 和更高的进给率,尤其是在粗加工和半精加工阶段,能更快地去除材料。有时甚至可以避免使用球头刀进行精加工(如果工件底部允许有 R 角)。
- 减少加工振动: 强壮的刀尖有助于减少加工过程中的振动,提升加工稳定性。
典型应用场景
- 模具加工 (重中之重): 型腔、模芯、滑块等部件中大量存在需要加工出的圆角轮廓(内圆角),R 角铣刀是加工这些特征的主力刀具(粗、半精、甚至精加工)。
- 零件轮廓加工: 加工带有圆角过渡的零件外形轮廓。
- 斜面/锥面加工: 虽然不是专门用于曲面精加工(那是球头刀的强项),但圆鼻刀也可以用于加工带有角度的斜面或锥面,效率比球头刀高。
- 平面铣削: 尤其适合需要较高效率或切削条件较恶劣(如硬料、断续切削)的平面铣削,其强度优势明显。
- 粗加工 & 半精加工: 由于其强度和效率优势,是粗加工和半精加工的首选刀具类型之一。
- 精加工(特定情况): 当零件的底部或角落允许保留 R 角时,可以直接用圆鼻刀完成精加工,省去换球头刀的步骤(如果角落 R 角要求比刀具 R 角大,则不能完全精到位)。
- 高速铣削 (HSM): 非常适合高速铣削策略。
与平底铣刀、球头铣刀的区别
- vs 平底立铣刀:
- 优点: 强度极高!抗崩刃!加工效率更高!能加工内圆角!
- 缺点: 无法加工出清角(直角根部),在需要尖锐直角的场合不适用。
- vs 球头铣刀:
- 优点: 底部是平的(带 R 角),加工平面时效率远高于球头刀(球头刀中心切削速度为零)。轴向强度也更好。
- 缺点: 无法加工出小于自身 R 值的微小圆角或清角。曲面精加工能力不如球头刀(R 角刀只在刀刃边缘附近是圆弧,中心附近接近平面)。
选择要点
- R 值选择:
- 这是最关键的参数!
- 必须小于 工件上需要加工出的最小内圆角半径(例如工件要求 R3 圆角,刀具 R 值必须 < 3mm,常用 R2 或 R2.5)。
- 越大越好(在满足第一条的前提下): R 值越大,刀尖强度越高,允许的切削参数越激进,刀具寿命通常越长。所以在满足最小圆角要求时,优先选择 R 值更大的刀具。
- 常见的 R 值规格:R0.2, R0.3, R0.5, R0.8, R1, R1.5, R2, R2.5, R3, R4, R5, R6 等。
- 直径 (D): 根据加工区域的尺寸、材料去除量、机床功率和刚性来选择。
- 刃长 (FL): 选择能完成所需加工深度的最小有效刃长,以确保刀具刚性。
- 总长 (OAL): 确保装夹后刀具长度足够。
- 槽数 (Flutes):
- 粗加工、加工软材料(如铝、低碳钢)可选 3 刃或 4 刃,排屑空间大。
- 半精/精加工、加工硬材料或要求高表面质量时,可选 4 刃、5 刃或更多刃,稳定性更好。
- 加工铝合金常用 2 刃或 3 刃大螺旋角铣刀。
- 材质与涂层:
- 材质: 整体硬质合金(最常见)、高速钢(较少)、陶瓷、CBN/PCD(超硬材料)。
- 涂层: 根据加工材料选择(如 TiAlN/AlCrN 通用性好,耐磨耐高温;加工铝常用无涂层或特殊涂层防粘刀)。
使用注意事项
- 编程补偿: 数控编程时,必须考虑刀具的 R 值。CAM 软件需要知道刀具的 R 值才能生成正确的刀路轨迹(计算刀具中心轨迹的偏移)。否则会发生过切(R 值设小了)或欠切(R 值设大了)。
- 切削参数: 参考刀具供应商推荐的切削参数(切削速度 Vc、每齿进给量 Fz、轴向切深 Ap、径向切深 Ae)。虽然强度高,但也要避免过载。
- 刀具路径策略: 充分利用其强度优势,选择合适的策略(如动态铣削、摆线铣削等高效策略)。
- 工件内角要求: 时刻记住刀具的 R 值决定了它能加工出的最小内圆角大小。
总结
带 R 角铣刀(圆鼻铣刀/牛鼻刀) 通过在刀尖部位设计一个圆弧过渡(R 角),极大地提高了刀具的强度和耐用性,使其成为模具加工、轮廓加工以及高效粗/半精加工的主力刀具。它既能高效去除材料,又能加工出所需的内圆角轮廓。在选择时,R 值是关键参数,必须符合工件设计要求(小于工件最小内圆角半径),并在满足要求的前提下优先选择更大的 R 值以获得更好的强度和寿命。
如何磨好铣刀
今天我们来看看如何磨好铣刀。 怎么才能磨好铣刀? 磨刀前,需要对砂轮进行检查,如果发现有砂轮跳动、圆柱面不规则、圆角过大等情况,就需要进行修整。一般可用砂轮修正器(金刚石修整器、齿片修整器等)对砂轮
2025-02-17 10:52:38
请问下ADS1294(R)、ADS1296(R)、ADS1298(R)等芯片,带呼吸的型号是BGA封装的吗?
请问下ADS1294(R)、ADS1296(R)、ADS1298(R)等芯片,带
ATA-1372A宽带功率放大器在铣刀切削磨损测试中的应用
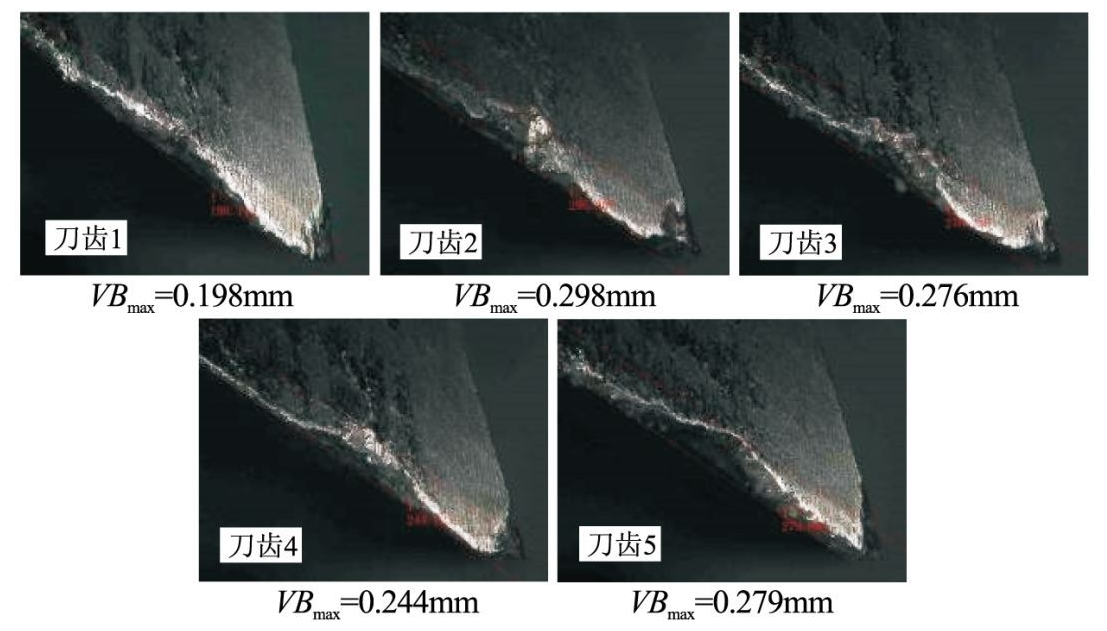
铣刀切削磨损测试是一项重要的工艺检测方法,它可以评估铣刀在切削过程中的磨损情况,并及时采取相应的措施来延长工具的使用寿命和提高切削效率。在机械加工时刀具磨损会降低零件尺寸精度和表面完整性,甚至会
2024-07-08 11:19:24
螺纹刀具:螺纹铣刀资料下载
电子发烧友网为你提供螺纹刀具:螺纹铣刀资料下载的电子资料下载,更有其他相关的电路图、源代码、课件教程、中文资料、英文资料、参考设计、用户指南、解决方案等资料,希望可以帮助到广大的电子工程师们。
资料下载
![]() 佚名
2021-04-27 08:44:57
佚名
2021-04-27 08:44:57
一种全新的棋盘角点检测方法
角点检测是摄像机校准的重要环节,可通过对棋盘图像进行角点检测来确定摄像机的内外参数,然而传统方法在检测棋盘角点时保留了较多的冗余信息,难以精确给
资料下载
佚名
2021-03-30 09:44:29
终止通知:TSL250R_1R_2R_260R_1R_1RD_EN000103_1-00.pdf
TSL250R TSL251R TSL252R TSL260R TSL2
资料下载
![]() 王飞云
2021-02-24 07:18:07
王飞云
2021-02-24 07:18:07
如何减小cmos带隙基准温度系数工艺角的影响?
如何减小cmos带隙基准温度系数工艺角的影响? CMOS(Complementary Metal Oxide Semiconductor)技术是现代电子工业中最常用的技术之一,它具有功耗小、集成度高
2023-10-23 10:29:11

怎样选择数据加工中的铣刀,有几条原则需注意
铣刀,是用于铣削加工(以铣刀作为刀具加工物体表面的一种机械加工方法)的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。
2021-03-15 11:04:25
- 如何分清usb-c和type-c的区别
- 中国芯片现状怎样?芯片发展分析
- vga接口接线图及vga接口定义
- 芯片的工作原理是什么?
- 华为harmonyos是什么意思,看懂鸿蒙OS系统!
- 什么是蓝牙?它的主要作用是什么?
- ssd是什么意思
- 汽车电子包含哪些领域?
- TWS蓝牙耳机是什么意思?你真的了解吗
- 什么是单片机?有什么用?
- 升压电路图汇总解析
- plc的工作原理是什么?
- 再次免费公开一肖一吗
- 充电桩一般是如何收费的?有哪些收费标准?
- ADC是什么?高精度ADC是什么意思?
- EDA是什么?有什么作用?
- dtmb信号覆盖城市查询
- 苹果手机哪几个支持无线充电的?
- type-c四根线接法图解
- 华为芯片为什么受制于美国?
- 怎样挑选路由器?
- 元宇宙概念股龙头一览
- 锂电池和铅酸电池哪个好?
- 什么是场效应管?它的作用是什么?
- 如何进行编码器的正确接线?接线方法介绍
- 虚短与虚断的概念介绍及区别
- 晶振的作用是什么?
- 大疆无人机的价格贵吗?大约在什么价位?
- 苹果nfc功能怎么复制门禁卡
- amoled屏幕和oled区别
- 单片机和嵌入式的区别是什么
- 复位电路的原理及作用
- BLDC电机技术分析
- dsp是什么意思?有什么作用?
- 苹果无线充电器怎么使用?
- iphone13promax电池容量是多少毫安
- 芯片的组成材料有什么
- 特斯拉充电桩充电是如何收费的?收费标准是什么?
- 直流电机驱动电路及原理图
- 传感器常见类型有哪些?
- 自举电路图
- 通讯隔离作用
- 苹果笔记本macbookpro18款与19款区别
- 新斯的指纹芯片供哪些客户
- 伺服电机是如何进行工作的?它的原理是什么?
- 无人机价钱多少?为什么说无人机烧钱?
- 以太网VPN技术概述
- 手机nfc功能打开好还是关闭好
- 十大公认音质好的无线蓝牙耳机
- 元宇宙概念龙头股一览
湘ICP备2023036445号-105