

可编程控制器在数控机床控制方面的应用如何?
PLC用存储逻辑代替接线逻辑,大大减少了控制设备外部的接线,使控制系统设计及建造的周期大为缩短,同时维护也变得容易起来。
可编程控制器(PLC)在数控机床的控制系统中扮演着极其关键和不可或缺的角色,主要应用在以下几个方面:
-
机床顺序逻辑控制:
- 核心职责: PLC是控制机床辅助动作逻辑的核心大脑。
- 具体应用:
- 主轴控制: 控制主电机的启动、停止、正反转切换、冷却启动/停止、油压卡盘夹紧/松开等。
- 刀库管理: 控制自动换刀装置的动作流程(选刀、拔刀、插刀、松刀、紧刀),包括刀库正/反转、就近选刀逻辑。
- 冷却系统: 控制切削液泵的启停、冷却阀门的开关、排屑器的启停。
- 润滑系统: 根据时间或行程间隔,自动控制润滑油泵的启停和运行时间。
- 夹具控制: 控制气动/液压夹具的夹紧/松开动作、定位销插入/退出。
- 工件装卸: 控制自动上下料机构的动作(如机械手、输送带)。
- 辅助功能: 控制照明、冷却风扇、排屑器、机床门锁/互锁(确保门关闭才能启动主轴/进给)。
- 优势: PLC通过梯形图等编程方式,能够高效、可靠、灵活地实现这些复杂的顺序控制逻辑,修改程序也比传统继电器控制线路方便得多。
-
安全保护与互锁:
- 安全保障: PLC是保障机床操作人员安全和设备自身安全的关键一环。
- 具体应用:
- 急停处理: 当操作员拍下急停按钮时,PLC立即切断所有可能造成危险的执行机构(主轴、进给轴)的动力,并确保安全回路断开。
- 门锁与防护: PLC检测机床防护门的状态,只有在门关闭并锁紧的情况下才允许主轴高速旋转或进给轴移动,防止人员进入危险区域时设备启动。
- 行程限位: PLC监控硬限位开关和软限位开关信号。硬限位触发时通常强制急停;软限位触发时可由系统或PLC进行减速或停止处理,避免超程碰撞。
- 气压/液压/润滑压力监测: PLC检测系统压力(如主轴夹紧压力、润滑压力),压力不足或异常时发出警报或停止相关动作。
- 电机过载/过热保护: PLC接收热继电器或伺服驱动器的过载报警信号,停机并报警。
- 逻辑互锁: 确保不同动作之间不发生冲突(例如:主轴旋转时不能换刀;换刀时不能移动进给轴)。
-
外围设备控制与接口:
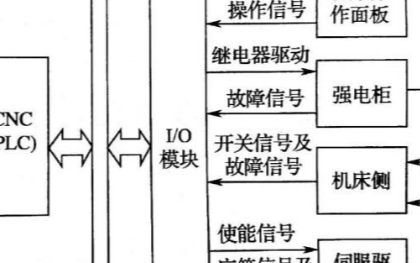
- 桥梁作用: PLC充当CNC控制系统(负责轨迹插补、主轴转速控制、进给轴位置/速度控制)和机床众多外围I/O设备、执行元件之间的桥梁。
- 具体应用:
- I/O接口: 采集操作面板按钮、旋钮、各类传感器(行程开关、接近开关、光电开关、压力开关、温度传感器等)的信号。
- 执行器驱动: 控制电磁阀(气动/液压控制)、继电器、接触器(控制主电机、冷却泵、润滑泵等)、指示灯、报警蜂鸣器等。
- 人机界面通信: 与机床操作面板上的操作面板单元或外接的HMI通信,传递信息、接收指令、显示状态/报警。
- 手持单元: 管理手持单元的输入信号(如倍率开关、点动按钮)和状态反馈。
-
与CNC控制系统的数据交互与协同:
- 紧密配合: 现代数控机床中,PLC(在CNC系统内常称为PMC, 可编程机床控制器)通常内置在CNC装置内或通过高速总线(如PROFIBUS, PROFINET, EtherCAT)紧密连接。
- 具体应用:
- M代码执行: CNC程序中的M代码(辅助功能代码,如M03主轴正转,M08冷却液开)由PLC解释并执行相应的顺序逻辑动作。PLC执行完成后,发送完成信号给CNC,CNC才继续执行后续程序。
- T代码处理: 换刀指令由CNC下达(T代码),PLC负责具体的选刀和换刀流程控制,完成后通知CNC。
- 状态反馈: PLC实时将外围设备状态(门状态、急停状态、润滑状态、刀库状态、报警信息等)传递给CNC系统。
- 轴控制使能/禁止: PLC可根据安全逻辑(如门关好、无急停)向CNC发送进给轴、主轴使能信号。
- 倍率控制: 操作面板上的进给倍率、主轴倍率旋钮信号通常由PLC处理并传递给CNC系统。
-
故障诊断与状态监控:
- 运行日志: PLC程序可记录各种开关量的状态变化和操作顺序,便于追溯。
- 报警处理: PLC可以检测并处理大量与外围设备、安全相关的故障(如气压不足、润滑油位低、冷却液不足、传感器故障、超时故障等),生成明确的报警信息并通过HMI显示或上传给上位机。
- 快速定位: PLC程序的诊断功能可以帮助维护人员快速定位硬件故障点或逻辑错误,缩短停机维修时间。
总结:
在数控机床中,PLC是底层逻辑执行和安全保障的核心。它负责所有非插补轨迹的运动控制、复杂的顺序逻辑、设备启停、安全联锁、状态监控以及与CNC主控单元的协同工作。没有PLC,数控机床只能进行基础的轨迹运动计算,无法完成换刀、冷却、润滑、工件装夹等实际加工所必需的辅助动作,更无法保证操作过程的安全性。其应用深度集成,功能强大且稳定可靠,是现代数控机床自动化、智能化运行不可或缺的基础。 CNC负责“计算”和“指挥”,PLC则负责“执行”和“保障安全”。
PLC可编程控制器的简介
第一台可编程控制器(PDP一14),在通用汽车公司的生产线上试用后,效果显著;1971年,日本研制出第一台可编程控制器;1973年,德国研制出第一台可编程控制
2024-12-23 09:09:36
可编程控制器的组成 可编程控制器有哪些特点?
可编程控制器(Programmable Logic Controller,PLC)是一种使用数字计算机技术和专用外设实现工业过程自动化控制的设备。它在工业生产中起到了非常重要的作用。本文将详细介绍
2024-01-18 11:18:51
可编程控制器PLC概述
早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller),简称PLC,它主要用来代替继电器实现逻辑
资料下载
![]() 郝埃连
2023-04-19 09:59:10
郝埃连
2023-04-19 09:59:10
使用AT89C51实现的微型可编程控制器的讲解
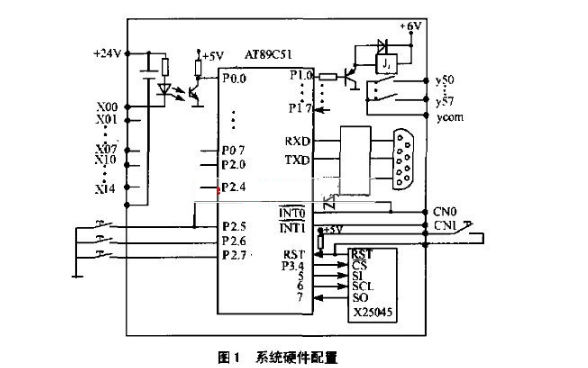
可编程控制器也即PLC,在自动化行业,可编程控制器占据着重要地位。对于可编程控制器,小编在往期文章中对它的理论知识有所介绍。为增进大家对
2020-10-06 17:35:00
可编程控制器的分类
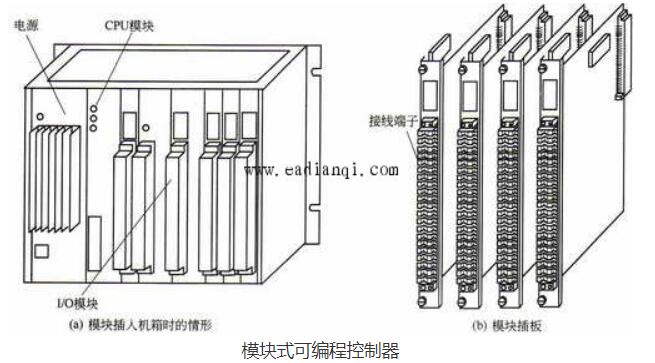
整体式又叫做单元式或箱体式。这种可编程控制器的CPU模块、I/O模块和电源装在一个箱体机壳内,结构非常紧凑。它的体积小、价格低,小型可编程控制器一般采用整体式结构。整体式
2020-07-12 09:06:54

- 如何分清usb-c和type-c的区别
- 中国芯片现状怎样?芯片发展分析
- vga接口接线图及vga接口定义
- 华为harmonyos是什么意思,看懂鸿蒙OS系统!
- 芯片的工作原理是什么?
- ssd是什么意思
- 什么是蓝牙?它的主要作用是什么?
- 汽车电子包含哪些领域?
- TWS蓝牙耳机是什么意思?你真的了解吗
- 什么是单片机?有什么用?
- 升压电路图汇总解析
- plc的工作原理是什么?
- 再次免费公开一肖一吗
- 充电桩一般是如何收费的?有哪些收费标准?
- ADC是什么?高精度ADC是什么意思?
- EDA是什么?有什么作用?
- 中科院研发成功2nm光刻机
- 苹果手机哪几个支持无线充电的?
- dtmb信号覆盖城市查询
- 怎样挑选路由器?
- 华为芯片为什么受制于美国?
- 元宇宙概念股龙头一览
- type-c四根线接法图解
- 锂电池和铅酸电池哪个好?
- 什么是场效应管?它的作用是什么?
- 如何进行编码器的正确接线?接线方法介绍
- 虚短与虚断的概念介绍及区别
- 晶振的作用是什么?
- 大疆无人机的价格贵吗?大约在什么价位?
- 苹果nfc功能怎么复制门禁卡
- 单片机和嵌入式的区别是什么
- amoled屏幕和oled区别
- BLDC电机技术分析
- 复位电路的原理及作用
- dsp是什么意思?有什么作用?
- iphone13promax电池容量是多少毫安
- 苹果无线充电器怎么使用?
- 芯片的组成材料有什么
- 特斯拉充电桩充电是如何收费的?收费标准是什么?
- 直流电机驱动电路及原理图
- 自举电路图
- 通讯隔离作用
- 苹果笔记本macbookpro18款与19款区别
- 新斯的指纹芯片供哪些客户
- 传感器常见类型有哪些?
- 伺服电机是如何进行工作的?它的原理是什么?
- 无人机价钱多少?为什么说无人机烧钱?
- 以太网VPN技术概述
- 手机nfc功能打开好还是关闭好
- 十大公认音质好的无线蓝牙耳机
湘ICP备2023018690号