

g71编程实例及解释
以下是一个 G71 外圆/内孔粗车循环 的详细编程实例及解释(以常见的 FANUC系统 为例):
零件图要求
加工一个阶梯轴,尺寸如下:
- 直径 Ø50mm,长度 30mm
- 直径 Ø40mm,长度 20mm (总长 50mm)
- 直径 Ø30mm,长度 30mm (总长 80mm)
- 毛坯为 Ø55mm 棒料,总长 82mm (留 2mm 切断余量)
- 材料:45#钢
数控加工程序示例 (FANUC)
O0001; (程序号)
G99 G21 G40; (每转进给, 公制, 取消刀补)
T0101; (调用1号粗车刀, 1号刀补)
M03 S800; (主轴正转, 800r/min)
G00 X57.0 Z2.0 M08; (快速定位到循环起点, 开冷却液)
G71 U1.5 R0.5; (G71粗车循环指令: U-每次切深1.5mm(半径值), R-退刀量0.5mm)
G71 P10 Q20 U0.5 W0.1 F0.2; (P-精加工轮廓起始段号, Q-结束段号, U-X向精车余量0.5mm(直径值), W-Z向精车余量0.1mm, F-粗车进给0.2mm/rev)
N10 G00 X26.0; **(精加工轮廓开始 N10)**
G01 Z0.0 F0.1; (平端面, 精车进给)
X30.0 Z-2.0; (车C2倒角)
Z-30.0; (车Ø30外圆至Z-30)
X40.0; (车阶台)
Z-50.0; (车Ø40外圆至Z-50)
X50.0; (车阶台)
Z-80.0; (车Ø50外圆至Z-80)
X55.0; (X向退刀至毛坯外)
N20 G00 X57.0; **(精加工轮廓结束 N20, X向退刀)**
G00 X150.0 Z100.0 M09; (快速退刀至安全位置, 关冷却液)
M05; (主轴停转)
M30; (程序结束并复位)G71 指令详解
G71 U_R_;
G71 P_Q_U_W_F_;-
第一行
G71 U1.5 R0.5;U1.5: 粗车时 每次的切削深度 (半径值)。本例中每次沿X径向切深1.5mm。值越大,切削力越大,效率越高,但需考虑机床刚性和刀具强度。R0.5: 每次粗车循环后,刀具沿 X方向退刀量 (半径值)。退刀是为了断屑、让刀和冷却。本例退0.5mm。
-
第二行
G71 P10 Q20 U0.5 W0.1 F0.2;P10: 精加工轮廓程序段的起始段号 (N10)。数控系统从这里开始读取精加工形状。Q20: 精加工轮廓程序段的结束段号 (N20)。系统读到此处结束轮廓定义。U0.5: X方向预留的精加工余量 (直径值)。粗车后留给精车工序(G70)去除。本例直径留0.5mm。W0.1: Z方向预留的精加工余量。粗车后留给精车工序去除。本例留0.1mm。F0.2: 粗车循环过程中的进给速度 (mm/rev)。此F值对P至Q段内定义的G01/G02/G03有效。通常比精车进给大。
精加工轮廓定义 (N10 到 N20) 要点
- 运动方向: 必须从毛坯外朝向工件轮廓定义。程序从
X57 Z2开始,N10先定位到X26(小于毛坯Ø55),再移动到Z0。 - 单调变化: X和Z坐标在轮廓上必须单向递增或递减 (通常是X向单调递增,Z向单调递减)。本例中:
- X: 26 -> 30 -> 40 -> 50 -> 55 (递增)
- Z: 0 -> -2 -> -30 -> -50 -> -80 (递减)
- 轮廓描述: 使用
G00,G01,G02,G03等指令精确描述最终零件形状(包含倒角、圆角、锥度)。 - 结束动作: 在
N20(Q点) 结束前,X轴必须退回到毛坯外径以上 (本例X55->X57),否则可能撞刀。 - F/S指令: P至Q段内可以包含精加工的F值和S值,但粗车时会被G71指定的F覆盖。建议在精车循环G70中使用它们。
G71 粗车过程图解
- 系统自动计算总切削深度 (毛坯Ø55 - Ø30 = 25mm半径差)。
- 根据U1.5进行分层切削(共约25/1.5≈17层)。
- 每层:
- 从循环起点 (X57 Z2) 快速移动到切削起点 (X = 当前层深度 + 余量)。
- 按P-Q定义的轮廓形状进行仿形粗车(留出U、W余量)。
- 按Z方向分多刀切削(系统自动计算)。
- 完成后按R0.5退刀。
- 循环结束后,刀具返回循环起点 (X57 Z2),零件轮廓已粗车成型,留有精加工余量。
重要注意事项
- 起点安全: 循环起点
(X, Z)必须位于毛坯轮廓之外且不碰撞工件和夹具。 - 余量方向:
U(精车余量) 总是正值。系统根据轮廓自动判断内孔/外圆加工。 - 精车循环: G71后通常紧跟
G70 P Q;指令进行精加工。例如:G70 P10 Q20; (调用N10到N20定义的轮廓进行精车, 使用该段内F/S) - 系统差异: 不同系统 (如西门子、广数、华中) 格式略有不同(如
U有时是直径值)。务必查阅机床说明书! - 锥度处理: G71可加工带锥度的轮廓(如
X30 Z-30; X40 Z-50;定义锥面),但需保持轮廓单调。
总结
G71 是数控车床的核心循环指令,极大简化阶梯轴/孔类零件的编程:
U, R定义粗切参数(切深、退刀)。P, Q定义精加工轮廓范围。U, W定义留给精加工的余量。- N10-N20段 严格按照零件最终形状编程(含倒角/锥度)。
- 粗车后使用
G70进行精加工。
掌握G71能显著提高编程效率,特别适合批量生产形状规则的轴套类零件。实际应用时需根据材料、刀具、机床性能合理选择切削参数 (U、R、F)。
三菱PLC编程实例项目例程之输送机机械手
三菱PLC(可编程逻辑控制器)编程实例项目例程-输送机机械手。一个流水线的程式,检测到24个工件,机械手动作一次,把工件搬开,动作2秒。可供初学
资料下载
![]() jinyi7016
2022-03-22 15:11:09
jinyi7016
2022-03-22 15:11:09
数控车削中的粗加工编程方法
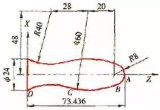
数控车削加工中的粗车循环指令可以将多次走刀的重复动作用一个程序段来表示,因此,也可大大简化编程工作。以纵向粗车循环指令g71为例,可用于粗加工棒料毛坯的阶梯轴(或孔),刀具的运动轨迹如图2所示
2023-09-01 15:16:55
71M6541G-IGT/F - (Maxim Integrated) - PMIC - 能量计量
电子发烧友网为你提供Maxim(Maxim)71M6541G-IGT/F相关产品参数、数据手册,更有71M6541G-IGT/F的引脚图、接线图、封装手册、中文资料、英文资料,
71M6533G-IGTR/F - (Maxim Integrated) - PMIC - 能量计量
电子发烧友网为你提供Maxim(Maxim)71M6533G-IGTR/F相关产品参数、数据手册,更有71M6533G-IGTR/F的引脚图、接线图、封装手册、中文资料、英文资料,
Mali-G71性能计数器参考指南
本指南解释了Mali-G71 GPU的Arm Streamline评测模板中的GPU性能计数器,该模板是Bifrost架构系列的一部分。 Streamline中的计数器模板遵循循序渐进的分析工作流
EXTI原理解释
这周较忙迷迷糊糊就过了很多天,现在又有闲暇正好把刚刚学的EXTI总结一下。文章目录EXTI原理解释EXTI 简介EXTI原理框图解释输入线余下寄存器的介绍编程
CAT-AM71-T98G CAT-AM71-T98G 电源端子
电子发烧友网为你提供TE(ti)CAT-AM71-T98G相关产品参数、数据手册,更有CAT-AM71-T98G的引脚图、接线图、封装手册、中文资料、英文资料,CAT-AM
CAT-AM71-C83998G CAT-AM71-C83998G 电路连接器适配器
电子发烧友网为你提供TE(ti)CAT-AM71-C83998G相关产品参数、数据手册,更有CAT-AM71-C83998G的引脚图、接线图、封装手册、中文资料、英文资料,CAT-AM
- 如何分清usb-c和type-c的区别
- 中国芯片现状怎样?芯片发展分析
- vga接口接线图及vga接口定义
- 芯片的工作原理是什么?
- 华为harmonyos是什么意思,看懂鸿蒙OS系统!
- 什么是蓝牙?它的主要作用是什么?
- ssd是什么意思
- 汽车电子包含哪些领域?
- TWS蓝牙耳机是什么意思?你真的了解吗
- 什么是单片机?有什么用?
- 升压电路图汇总解析
- plc的工作原理是什么?
- 再次免费公开一肖一吗
- 充电桩一般是如何收费的?有哪些收费标准?
- ADC是什么?高精度ADC是什么意思?
- dtmb信号覆盖城市查询
- EDA是什么?有什么作用?
- 中科院研发成功2nm光刻机
- 苹果手机哪几个支持无线充电的?
- type-c四根线接法图解
- 华为芯片为什么受制于美国?
- 怎样挑选路由器?
- 元宇宙概念股龙头一览
- 锂电池和铅酸电池哪个好?
- 如何进行编码器的正确接线?接线方法介绍
- 什么是场效应管?它的作用是什么?
- 虚短与虚断的概念介绍及区别
- 晶振的作用是什么?
- 大疆无人机的价格贵吗?大约在什么价位?
- amoled屏幕和oled区别
- 苹果nfc功能怎么复制门禁卡
- 单片机和嵌入式的区别是什么
- 复位电路的原理及作用
- BLDC电机技术分析
- dsp是什么意思?有什么作用?
- 苹果无线充电器怎么使用?
- iphone13promax电池容量是多少毫安
- 芯片的组成材料有什么
- 特斯拉充电桩充电是如何收费的?收费标准是什么?
- 直流电机驱动电路及原理图
- 传感器常见类型有哪些?
- 自举电路图
- 苹果笔记本macbookpro18款与19款区别
- 通讯隔离作用
- 新斯的指纹芯片供哪些客户
- 伺服电机是如何进行工作的?它的原理是什么?
- 无人机价钱多少?为什么说无人机烧钱?
- 以太网VPN技术概述
- 手机nfc功能打开好还是关闭好
- 十大公认音质好的无线蓝牙耳机
湘ICP备2023036445号-105