

碳化硅晶片的化学机械抛光技术研究
描述
摘要
为实现碳化硅晶片的高效低损伤抛光,提高碳化硅抛光的成品率,降低加工成本,对现有的碳化硅化学机械抛光 技术进行了总结和研究。针对碳化硅典型的晶型结构及其微观晶格结构特点,简述了化学机械抛光技术对碳化硅材料 去除的影响。重点综述了传统化学机械抛光技术中的游离磨料和固结磨料工艺以及化学机械抛光的辅助增效工艺。同时从工艺条件、加工效果、加工特点及去除机理 4 个方面归纳了不同形式的化学机械抛光技术,最后对碳化硅的化学 机械抛光技术的未来发展方向进行了展望,并对今后研究的侧重点提出了相关思路。
0 引言
碳化硅( SiC) 材料具有尺寸稳定性好、弹性模量 大、比刚度大、导热性能好和耐腐蚀等性能,在现代工 业领域应用广泛: 在半导体领域,利用其具有禁带宽 度、击穿场强高和导热性良好等特性,SiC 成为继第一 代半导体硅( Si) 和第二代半导体砷化镓( GaAs) 之后 的第三代半导体理想材料; 在光学镜面领域,利用其 轻量化、比刚度大和热变形系数小等特点,SiC 成为空 间反射镜光学元件的优选材料; 在机械密封领域,利 用其较高的尺寸稳定性、耐腐蚀性能和耐磨性质,SiC 材料已经在航空、船舶及特殊车辆等多种场合作为密 封元件进行开发应用。SiC 材料的表面加工质量对制 件的可靠性和使用寿命至关重要,如: 在半导体领域, SiC 晶片的轻薄化和表面超光滑的特性不仅减小了体 积,还降低了其内阻,改善了芯片散热性能。在单晶 SiC 基片的外延工艺应用中要求表面粗糙度 Ra < 0.3 nm,并且表面无缺陷、无损伤。光学元件的表面质量是影响光学系统成像分辨率的重要因素,抛光就 是为了提高表面质量,尽量降低表面粗糙度和亚表面损伤层深度,而散射越少,成像分辨率越高。光学镜 面要符合光学系统成像工程应用要求,即要求其光学 元件 表 面 超 光 滑,表 面 粗 糙 度 均 方 根 ( Root Mean Square,RMS) <1 nm。机械密封元件要求密封端面的 表面粗糙度 Ra<0.4 μm,平面度一般小于 0.9 μm。
我国是 SiC 材料产业大国,但其精密加工技术 与西方发达国家相比仍有较大差距。在科技竞争日 趋激烈的背景下,国外在卫星通信、集成电路和航空 工程密封等高端科技领域的 SiC 材料制造技术一直对 我国进行限制和封锁。由于 SiC 材料综合性能优异, 随着其应用和发展逐步广泛和深入,对其加工精度要 求日益增长。SiC 表面平坦化质量直接影响制件性 能,决定了制件的成品率。SiC 材料的弹性模量 ( E≈420~530 GPa) 与其莫式硬度( 约 9.2,显微硬度 约 28 ~ 40 GPa) 的比值小于 20,属于典型的脆硬性材 料,其平坦化加工时在力的作用下易产生微裂纹,亚 表层缺陷多,使得该材料面临加工效率低、加工困 难及加工成本居高不下等问题,制约了其大规模应用 和推广。
目前,广泛应用的化学机械抛光技术仍为 SiC 抛 光的基础加工手段,存在加工效率低、加工机理还未 有统一的定论等问题。本文概述了 SiC 材料晶型结构 及其微观晶格结构特点与材料去除特性的关联关系, 重点对传统化学机械抛光技术中的游离磨料和固结磨料工艺以及化学机械抛光的辅助增效工艺进行了阐述与总结。
1 SiC 的特点
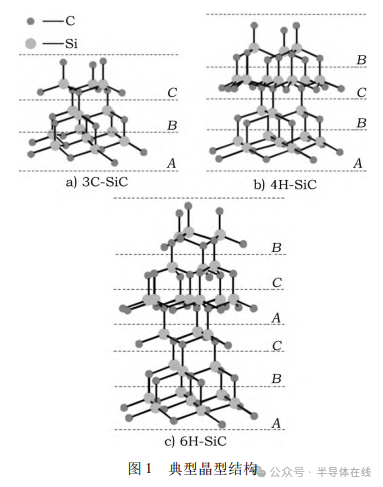
SiC 具有极其稳定的天然超晶格结构,属于多种同质多型体。由于 SiC 晶型结构的类型与原子密 排方式相关,实际已发现 200 多种不同晶型结构。根据 Si 与 C 双原子层堆积密排顺序的不同,形成多型 SiC 晶型结构。现阶段能稳定存在的晶型结构主要 分为两大类: 一类是纤锌矿结构; 另一类是闪锌矿 结构。纤锌矿结构即六方晶型结构,被称为 α-SiC,被 广泛研究的晶型有 4H-SiC、6H-SiC; 闪锌矿结构即面 心立方结构,被称为 β-SiC,典型晶型为 3C-SiC。其 中,H 代表六方晶型结构,C 代表立方晶型结构,数字 代表堆栈的周期密排层数目,按照堆垛序列对应构成 了 3C、4H 及 6H 等系列。典型晶型结构如图 1 所 示,记 A、B、C 为 Si 与 C 的连续原子层密排堆垛中存 在的 3 种不同位置。如果按顺序是 ABC-ABC 结构堆 垛而成,则能得到闪锌矿型的 3C-SiC; 如果按顺序是 ABCB-ABCB 结构堆垛而成,则能得到纤锌矿型的 4HSiC; 如果按顺序是 ABCACB-ABCACB 结构堆垛而成, 则能得到纤锌矿型的 6H-SiC。
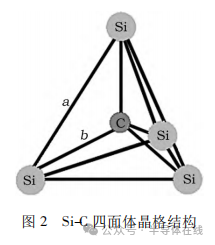
SiC 是由ⅣA 族元素组成的一种极其稳定的化合 物,从图 2 所示 Si-C 四面体晶格结构看,SiC 的晶格基本结构为 1 个 Si-C 四面体,由 C 原子与 Si 原子以 共价键形式结合而成,四面体以 1 个 C 原子周围分布 4 个 Si 原子或 1 个 Si 原子周围分布 4 个 C 原子 2 种 方式排列,属于密堆积结构。Si 原子和 C 原子的距离 b = 0.189 nm,Si 原子和 Si 原子的距离 a = 0.308 nm。在一个基本结构单元中的 Si 原子与相邻基本结构单 元相互共用,即在空间上形成相连牢固的骨架结构。若要通过外部加工手段改变这些稳定的基本结构,需要足够的摩擦剪切力来断开 Si-C 原子之间的共价键, 即要消耗一定的热能。
SiC 晶格共价键强度大的特点及极稳定的晶格结 构决定了其具有良好的化学稳定性和热稳定性,这也 是 SiC 具有耐磨、高硬度、大弹性模量和高强度的力学 性能,以及良好导热性的重要原因。这些性能不利 于对 SiC 材料的去除及表面质量的提升。
2 SiC 的传统化学机械抛光研究进展
目前 SiC 材料加工工艺主要有以下几道工序: 定 向切割、晶片粗磨、精研磨、机械抛光和化学机械抛光 ( 精抛) 。其中化学机械抛光作为最终工序,其工艺方 法选择、工艺路线排布和工艺参数优化直接影响抛光 效率和加工成本。在半导体领域中,经过化学机械抛 光后 SiC 单晶片获得超光滑、无缺陷及无损伤表面是 高质量外延层生长的决定因素。在光学镜面领域 中,化学机械抛光技术工艺影响 SiC 材料在光学镜面领 域中的竞争优势和发展动力,是降低表面粗糙度、减少 散射损失并获得光学表面的基本路径。在机械密封 领域中,化学机械抛光是降低表面粗糙度、增强 SiC 作 为流体动压件的密封性和防止泄漏的新措施。
SiC 的传统化学机械抛光按照磨料存在状态可分 为游离磨料抛光和固结磨料抛光。
2.1 游离磨料抛光
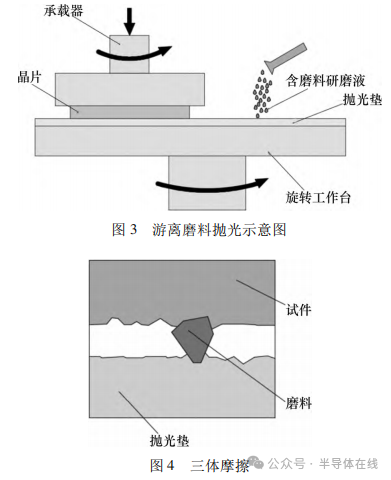
游离磨料的化学机械抛光是一种传统的 SiC 材料 抛光加工方式。游离磨料抛光示意图如图 3 所示。游离磨料工艺装置主要由旋转工作台、试件装夹器及 抛光液输送装置三部分构成。旋转工作台上粘贴有 抛光垫并自旋转,外部通过承载器给晶片施加正压 力,使得晶片与抛光垫两者之间有合适的正压力,能 够产生相对运动。在应用传统的游离磨料工艺抛光 时,一般采用三体摩擦方式使得材料去除,即当磨料 处于试件表面与抛光垫表面之间时,2个表面和磨料形成三体。三体摩擦如图 4 所示。三体摩擦中,磨 料是不固定的,磨料在试件与抛光垫表面作移动或滚 动。含磨料研磨液在试件与抛光垫之间流动,磨料较 均匀地分布在抛光垫上,在压力作用下,尺寸较大的 磨料嵌入抛光垫中,依靠露在外面的尖端划擦试件表 面,通过剪切力来断开 Si-C 原子之间的共价键,达到 材料的微量切除。另外在尺寸较小的磨料的滚轧作 用下,微裂纹发生脆性崩裂破碎,试件微裂层材料得 以去除。文献[8]研究表明通过游离磨料工艺对 SiC 材料进行处理,可获得平整度为± 3 μm,表面粗糙度 Ra<5 nm 的晶片表面。文献[22]采用游离磨料工艺 对 SiC 材料进行处理,使得 SiC 材料表面粗糙度 RMS 值达到 4 nm。文献[23]通过游离磨料工艺对 SiC 材 料进行处理,可获得高质量 SiC 薄片,厚度为( 30 ± 2) μm,表面粗糙度 RMS 值为 0.69 nm。
在游离磨料工艺中,主要采用三体摩擦方式,SiC 材料表面会产生微裂纹,形成亚表面损伤。此外,工 艺参数多、游离磨料的分散不稳定性对抛光效果均有 较大的影响。另外,游离磨料会嵌在抛光表面,不易清 洗。抛光过程中游离磨料还会导致抛光垫微孔堵塞,使 得表面变得光滑,最终导致材料去除率逐渐下降。
2.2 固结磨料抛光
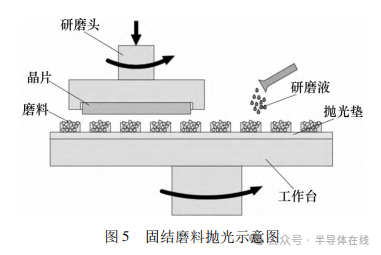
基于游离磨料化学机械抛光的缺点和对晶片平 坦化要求的不断提高,20世纪90年代3M 公司率先提 出固结磨料的化学机械抛光( Fixed Abrasive-Chemical Mechanical Polishing,FA-CMP) 技术,固结磨料化学机 械抛光技术中不仅磨料的等高性较好,而且参与抛光 的磨料增多,从而提高了材料去除率。固结磨料承受 压强变小,切削层厚度降低,将会提高表面精度。固结磨料抛光示意图如图 5 所示。FA-CMP 工艺是 把磨料固结在抛光垫中,研磨液不再添加磨料,而是 只含有基本化学成分的水溶液或去离子水。来自外 部的压力可以直接加载到磨料上,第一主体( 晶片) 由 夹具夹持,磨料与第二主体( 抛光垫) 固定结合,限制 了磨料的运动。抛光时磨料与第一主体( 晶片) 之间有相对滑动。
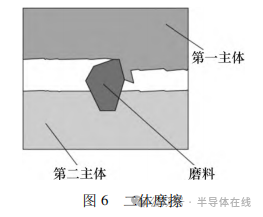
在应用传统的固结磨料工艺抛光时,采用二体摩 擦方式,二体摩擦如图 6 所示,通过磨料的切削、耕 犁断开 Si-C 原子之间的共价键,使得材料去除。文献[26]~ 文献[28]研究表明通过固结磨料处理后 的工件表层的划痕深度较浅,而游离磨料处理后的工 件表层无划痕,但出现凹坑状; 固结磨料处理后 SiC 晶 片表面质量参数 Rz 和 Ra 显著小于游离磨料处理; 固结磨料处理后材料去除率高于游离磨料处理,平面度 也优于游离磨料处理。文献[29]研究表明通过嵌入 纳米金刚石磨料的抛光垫对 SiC 进行处理,可获得亚 纳米级光滑表面,其工件表面粗糙度 Ra<0.5 nm,抛光 速率为1.3 μm /h。文献[30]研究表明在抛光压力为 13.79 kPa,固结磨料( 金刚石) 粒径为 14 μm 时,SiC 晶片的亚表面损伤层深度约为 2.6 μm,亚表面微裂纹 构型有垂线状、斜线状、钩状、叉状、树枝状、人字状以 及横线状。文献[31]研究了金刚石磨料的 2 种不同 锥度角对 SiC 材料的影响,研究发现磨削力随着切削 深度的增大而增大,随磨削速度的减小而增大; 随着 磨料顶锥角的增大,磨削力明显增大; 磨削单晶 6HSiC 的磨削力大于磨削 SiC 陶瓷的磨削力。
在固结磨料工艺中,由于基于二体磨擦原理,不 含磨料的研磨液具有依赖性较小、清洁简单和绿色环 保等诸多优点; 但工艺上也存在一些不足,例如: 在 固结磨料工艺处理过程中,采用突起均布的抛光垫, SiC 晶片在抛光垫上形成运动轨迹的密度是不一样 的,造成抛光垫的磨损不均和面形恶化,最后影响到 所加工工件的面形; 当前研究和应用的仍是以平面为 主的固结磨料抛光垫,而 SiC 的应用场合又有许多为 非平面,非平面固结磨料抛光垫模具的制备及固化方 法难度则会相对增加。
3 SiC 辅助增效化学机械抛光研究进展
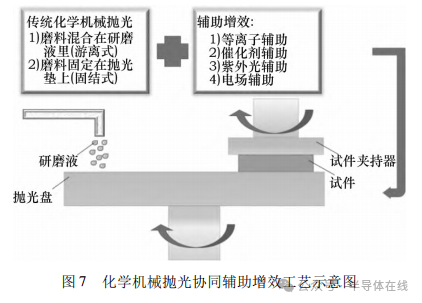
SiC 晶型结构特点使得 SiC 材料具有较高硬度与 化学稳定性,导致在抛光过程中材料去除率较低, 因此探索基于化学机械抛光基本工艺的辅助增效手 段,对于实现 SiC 材料产业化应用和推广具有重要的 意义。图 7 所示为化学机械抛光协同辅助增效工艺示 意图,辅助增效手段主要有等离子辅助、催化剂辅助、 紫外光辅助和电场辅助。针对 SiC 材料固有的高硬度 和化学稳定性,利用辅助增效手段先进行表面改性, 再进行力学去除。化学机械抛光辅助增效技术材料 去除机理本质是通过辅助增效技术手段来控制 SiC 表 面较软氧化层的形成并从力学上改善 SiC 氧化层材料 的去除方式。
3.1 等离子辅助工艺
文献[33]~ 文献[34]首次提出等离子辅助抛光 ( Plasma Assisted Polishing,PAP) 工艺,PAP 工艺是通 过等离子将表面材料氧化为较软的氧化层,同时仍依 靠磨料摩擦磨损去除材料的一种辅助化学机械抛光。其基本原理为: 通过射频发生器( RF) 反应气体( 如 水蒸气、O2 等) 产生含有自由基团( 如 OH 自由基团、 O 自由基) 的等离子体,具有较强氧化能力的自由基 团对 SiC 材料表面氧化改性,获得一层较软的氧化层, 然后利用软磨料( 如 CeO2、Al2O3 等) 抛光去除该氧化 层,使 SiC 材料表面达到原子级光滑面。文献[35]~ 文献[36]研究表明由射频装置产生频率为 13.56 MHz的高频电源施加在水蒸气反应气体上,产生氦基水蒸 气等离子体( He ∶ H2O = 98 ∶ 2) ,同时等离子体以 1.5 L /min 的流速对 SiC 材料表面进行辐射处理,其中 等离子体中含有较强氧化性的 OH 自由基团,经 XPS 光谱分析发现,4H-SiC 晶片表面获得 SiO2 氧化层,该 表层硬度由最初 37.4 GPa 软化至 4.5 GPa; 然后用软 磨料 CeO2 对软化后的氧化层进行抛光处理,从而获 得表面粗糙度 RMS 值为 0.3 nm 的光滑表面。文献 [37]研究发现反应气体( CF4 ) 通过 PAP 工艺处理后 大气压等离子体活性自由基与 SiC 晶片表面产生反 应,抛光后获得表面粗糙度 Ra = 0.456 nm 的光滑表 面。文献[38]采用 13.56 MHz 的高频电源施加在氦 基大气压水蒸气反应气体上( 氦气含量为 2.04 %) ,流 速为 1.5 L /min,然后用软磨料 CeO2 对 4H-SiC 晶片进 行抛光处理,使得晶片的表面粗糙度 Ra = 0.1 nm,抛 光速率达到0.2 nm /h。文献[39]~ 文献[40]分别以 1 100 ℃的干氧气和流速为 1.5 L /min 的氦基大气压 水蒸气作为反应气体对 4H-SiC 晶片表层进行了等离 子软化试验研究,研究表明水蒸气等离子体氧化的初 始氧化速率( 185 nm /h) 远高于热氧化速率( 29 nm / h) 。在 PAP 工艺过程中,以水蒸气或 O2 作为反应气 体时,所产生的等离子体对 SiC 表层都有氧化软化作 用,区别在于水蒸气电离产生的等离子体中 OH 自由 基团的氧化性要强于 O2 电离产生的等离子体中 O 自 由基的氧化性。水蒸气作为反应气体时的初始氧化 速率高于 O2 作为反应气体时的初始氧化速率。由于 材料去除率( Material Removal Rate,MRR) 受初始氧化 速率影响,使得水蒸气作为反应气体时 MRR 较低。
综上可知在 PAP 工艺过程中,SiC 晶片表面处理 是在电离出等离子体产生的活性自由基氧化软化晶 片表层基础上用软磨料进行机械去除,故 MRR 不仅 受活性自由基及氧化层生成速率较慢的影响,还受磨 料软质性的影响,导致 SiC 晶片的 MRR 较低; 另外,由 于 PAP 工艺试验设备价格和加工的费用较高,局限了 PAP 工艺加工 SiC 晶片的推广。
3.2 催化剂辅助工艺
在工业领域应用中,为了探求 SiC 晶体材料高效 超精密加工工艺,研究者采用试剂进行催化辅助化学 机械抛光。其材料去除基本机理主要是在试剂催化 作用下,在 SiC 表层反应生成硬度较软的氧化层,利用 磨料的机械去除作用去除氧化层,以获得高质量表 面。文献[41]采用 Fe3O4催化剂和H2O2氧化剂在以 金刚石 W0.5 为磨料的化学机械抛光技术下进行辅助 增效,经过优化,在抛光速率为 12.0 mg /h 条件下获得 表面粗糙度 Ra = 2.0~ 2.5 nm 的表面。文献[42]采用 固化催化剂利用芬顿反应对单晶 SiC 进行化学机械抛 光处理,试验以金刚石 W0.5 为磨料分别通过质量分 数为2.5 %的 4 种催化剂 Fe、FeO、Fe2O3、Fe3O4 与质量 分数为 10 %的 H2O2 进行研究,发现以 Fe3O4 作为催 化剂时可 以 获 得 最 佳 加 工 效 果,表 面 粗 糙 度 Ra = 2.5 nm,材料去除率达到 17.2 mg /h。文献[43]研究 了 KMnO4 和 H2O2 氧化剂 2 种催化剂对单晶 SiC 的催 化辅助化学机械抛光,发现以 KMnO4 作为氧化剂、研 磨液 pH = 6 时可以获得最佳加工效果,表面粗糙度 Ra = 0.25 nm,抛光速率达到 185 nm /h,以 H2O2 作为 氧化剂、研磨液 pH = 8 时可以获得最佳加工效果,表 面粗糙度 Ra = 0.32 nm,抛光速率达到 110 nm /h。研 磨液 pH 值相同时,KMnO4 氧化剂的催化辅助化学机 械抛光效果最优,材料去除率高于 H2O2的作用,原因 是 KMnO4 的氧化能力强于H2O2。文献[44]试验以质 量分数为 6 %的 SiO2 为磨料,采用质量分数为 4 %的 H2O2 氧化剂,研究不同浓度 Cu2+ 配合浓度为 0. 01 mol /L 的甘氨酸形成的催化剂对 6H-SiC 晶片进行催 化辅助化学机械抛光的效果,发现随着 Cu2+ 浓度逐渐 上升,抛光速率值由单调上升转为单调下降,Cu2+ 浓度 拐点值为 300 μmol /L,此时催化辅助化学机械抛光的 效果最佳,抛光速率达最大值 82 nm /h,表面粗糙度 Ra = 0.156 nm,原因是基于浓度为 300 μmol /L 的 Cu2+ 与甘氨酸形成的催化剂能够使化学氧化速率与机械 磨削速度协调一致,从而加快化学氧化速率,提高 MRR,改善加工效果。
在基于芬顿反应的化学机械抛光中,元件表 面的质量不仅受芬顿化学反应的影响,还受机械作用 的影响,一般在芬顿化学反应中,使用 Fe3O4 作为催化 剂时反应溶液具有更好的活性,Fe2+ 的浓度则会影 响·OH 的生成,高浓度的·OH 会导致 SiC 表面上的 化学反应更快,再通过机械去除得到光滑表面。为改 善 MRR,文献[49]在基于芬顿反应的化学机械抛光 中引入电场,电场的施加加速了 Fe3+ 向 Fe2+ 的转化,进 而提高了·OH 含量,从而显著增强了研磨液的氧化活 性,增强了 SiC 的氧化。与无电压条件相比,基于芬顿 反应的化学机械抛光中,在外加电压 1.5 V 和 3.0 V 后 的 MRR 分别增加了 32.26 %和 65.59 %,在基于芬顿反 应的化学机械抛光过程中,由于无法控制·OH 的产生 量,在具体操作过程中存在反应时间过长、SiC 单晶表 面氧化效率低下的问题,从而影响了抛光的效率。
3.3 紫外光辅助工艺
为了改善 SiC 表面平坦化加工工艺,有研究者在 化学机械抛光工艺中采用紫外光辐射进行辅助催化。紫外光催化反应是强氧化反应之一,其基本原理是利用光催化剂在紫外光的作用下和电子 捕捉剂发生光催化反应,产生活性自由基( ·OH) 。由于 OH 自由基团的氧化性较强,使其在 SiC 表层发 生氧化反应,生成一层较软的 SiO2 氧化层( 莫式硬度 为 7) ,而被软化的 SiO2 氧化层更容易被磨料抛光去 除; 另一方面,氧化层与晶片表面之间结合强度低于 SiC 晶片的内部结合强度,降低了磨料在抛光过程中 的切削力,减小了在晶片表层上留下的划痕深度,提 高了表面加工质量。文献[52]研究了采用紫外光辅 助 4H-SiC 晶片化学机械抛光时 TiO2 颗粒的影响,研 究发现,TiO2 颗粒平均粒径为 25 nm、质量分数为 2 % 时,材料去除率有明显提升,且减小了在晶体表层上 留下的划痕深度; 随着紫外 LED 功率提高,材料去除 率变大; 随着抛光环境温度逐渐上升,材料去除率显 著提高,其加工表面粗糙度 Ra 降低。文献[12]研究 了紫外光催化辅助法对单晶 SiC 化学机械抛光的影 响,研究发现紫外光催化辅助处理的材料去除率明显 高于无光照时的材料去除率,相对无光照时,紫外光 辅助抛光 MRR 提高了 14 % ~ 20 %。文献[53]在紫 外光照射下对单晶 SiC 进行了单面化学机械抛光,发 现紫外光辐射下,TiO2 颗粒在光催化反应下产生化学 物质,这些化学物质具有强氧化作用,证明紫外光照 射在加速加工过程方面是有效的。文献[54]通过合 成新型 CeO2-TiO2 磨料对 RB-SiC 进行抛光,在紫外光 照射下获得最佳的抛光性能 ( 表 面 粗 糙 度 Ra = 0.497 nm,抛光速率为 1.223 μm /h) ,抛光速率约为传 统 CeO2 磨料的 4 倍。在紫外光辅助化学机械抛光工 艺中,引入紫外光辐射,可加快 SiC 表面氧化作用,能 有效促进加工,但是在具体操作过程中无法掌控紫外 光和催化剂 TiO2 反应生成活性物质的速率,会直接影 响 SiC 表面氧化层的生成速率,MRR 仍然较低。
3.4 电场辅助工艺
近年来,为了提高 SiC 材料去除率,有研究者提出 了电化学机械抛光( Electrochemical Mechanical Polishing,ECMP) 技术。其基本原理是: 通过在传统 化学机械抛光处理时,对抛光液施加直流电场,在电 化学氧化下,使得 SiC 抛光表面形成氧化层,氧化层的 硬度显著降低,利用磨料将软化后的氧化层进行去 除,实现高效的超精密加工处理。文献[59]将阳极氧 化和软磨料抛光相结合的电化学机械抛光技术应用 于单晶 SiC,以氧化铈( CeO2 ) 作为软磨料去除氧化层; 由于阳极氧化,通过纳米压痕试验测出表面硬度从 34.5 GPa 下降到 1.9 GPa,利于软磨料 CeO2 抛光氧化 SiC 表面。结果表明,金刚石磨料抛光表面 ECMP 的 材料去除率( MRR) 为 3.62 μm /h。在金刚石磨料抛光 表面上,用 CeO2 浆料进行了 30 min 的 ECMP,所有划 痕都 被 完 全 去 除,获得了表面粗糙度 RMS 值 为 0.23 nm 的光滑表面。文献[60]对 4H-SiC 进行了 ECMP 研究,通过阳极氧化辅助化学机械抛光处理同时 进行和分步进行 2 种情况的对比可知: 阳极氧化辅助 化学机 械 抛 光 同 时 进 行 处 理 后 表 面 粗 糙 度 Ra = 0.968 nm,分步进行处理后表面粗糙度 Ra = 0.835 nm, 但阳极氧化辅助化学机械抛光同时进行处理获得了 更高的抛光速率( 840 nm /h) 。文献[13]对 SiC 材料 进行化学机械抛光处理时外加了电场辅助,表面电势 为正值,结果表明: 与无电压处理对比,电场辅助化学 机械抛光处理能使 SiC 表层加速氧化,形成 SiO2 氧化 层,使得 SiC 的材料去除率显著提高。文献[61]对单 晶 SiC 进行了 ECMP 研究,试验采用 SiO2 磨料,对含 有 H2O2 和 KNO3 的抛光液施加电场进行化学机械抛 光处理。研究表明: 在电化学氧化下,SiC 表面产生 SiO2 的速率与材料去除率不协调,抛 光 速 率 只 有 0.5 μm /h 左右,且 SiC 表面氧化层上划痕较多。另 外,若阳极电流较弱,则加工表面质量较好,但材料去 除率变化不大; 若阳极电流较强,则材料去除率显著 提高,但阳极电流过强会导致表面精度下降及多孔现 象。由此可见,对化学机械抛光施加外电场进行电化 学机械抛光时,试件表层的氧化速率和材料去除率相 协调的问题,是高效获得光滑表面的关键点。
4 SiC 各种化学机械抛光工艺比较总结
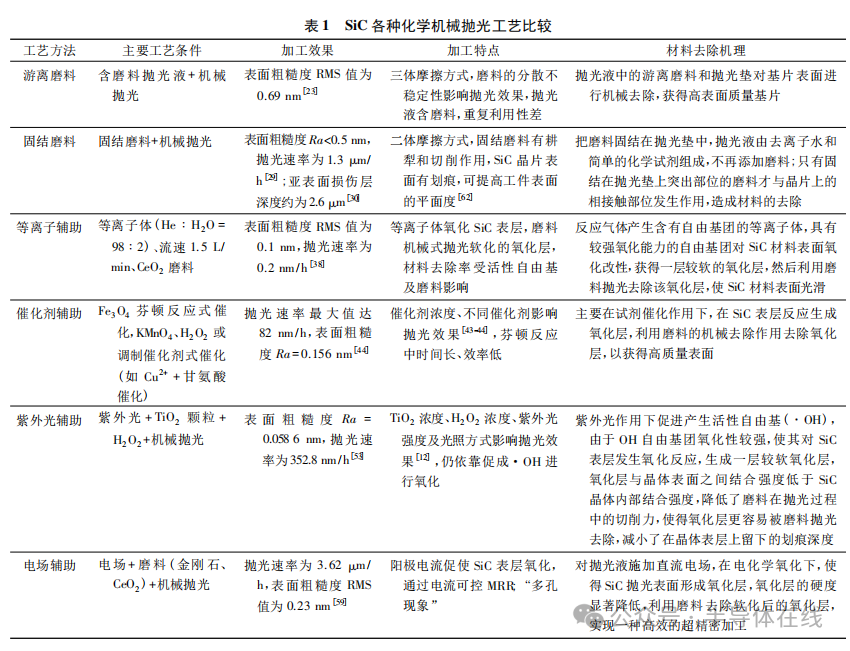
化学机械抛光技术是SiC平坦化处理的主要方法。目前根据外部辅助条件的不同,归结有典型的游 离磨料工艺、固结磨料工艺、等离子辅助工艺、催化剂 辅助工艺、紫外光辅助工艺和电场辅助工艺。这些加工方法都有各自的特点,其加工能力也有所不同。
SiC 各种化学机械抛光工艺比较如表 1 所示。
5 展望
SiC 共价键强度大的特点及稳定的晶格结构赋予 了其众多的优异性能,使其应用前景广阔,而平坦化 超精密加工技术是SiC材料更广泛应用的技术手段。
由于化学和机械的共同作用,化学机械抛光仍是 SiC 材 料最有潜力的平坦化超精密加工方法。本文阐述了基 于化学机械抛光技术的辅助增效技术对 SiC 材料的去 除机理,提出该技术将促进化学机械抛光技术朝着低成 本、高质量及高效率方向发展。但由于 SiC 材料本身具 有可加工性差、脆性强及硬度高等不利于加工的特点, 现阶段 SiC 材料的化学机械抛光技术仍存在以下问题。
1) 关于传统化学机械抛光技术对 SiC 材料的去除 机理尚未有统一定论。
2) 新型的化学机械抛光辅助增效技术已经进入 了尝试和摸索阶段,但不同的化学机械抛光辅助增效 技术对 SiC 材料的影响不同,结果缺乏可预见性。
3) 目前,对于较典型的化学机械抛光辅助增效技 术尽管已有研究,但仍缺乏完整性,化学机械抛光辅 助增效技术的研究在广度上和深度上还不够。
为了获得高质量的 SiC 晶片,未来可以进一步探 讨以下几个问题。
1) 传统的化学机械抛光技术对 SiC 材料的去除是 机械作用与化学作用的共同作用,但是化学作用还是 机械作用占主导尚无定论,此处值得深入研究。
2) 深入研究等离子体、催化剂、紫外光以及电场 等辅助工艺对化学机械抛光技术的影响,以定量与定 性研究手段进一步揭示化学机械抛光辅助增效技术 的加工机理,还可以拓展到复合场增效技术对化学机 械抛光技术的影响。
3) 无论是传统化学机械抛光,还是辅助增效的化 学机械抛光技术,都是通过化学作用和机械磨削来达 到光滑表面效果,故 SiC 表面会难以避免地产生亚表 面损伤层。近年来,对于 SiC 材料亚表面损伤方面的 研究较少,亚表面损伤层的准确检测和评价对于优化 硬脆性材料的化学机械抛光工艺和控制工艺成本具 有重要意义; 因此,未来可以对 SiC 晶片亚表面损伤方 面进行探讨。
审核编辑:汤梓红
-
新型铜互连方法—电化学机械抛光技术研究进展2009-10-06 0
-
碳化硅的历史与应用介绍2019-07-02 0
-
碳化硅深层的特性2019-07-04 0
-
【罗姆BD7682FJ-EVK-402试用体验连载】基于碳化硅功率器件的永磁同步电机先进驱动技术研究2020-04-21 0
-
化学机械抛光技术的研究进展2018-11-16 930
-
化学机械抛光CMP技术的发展应用及存在问题2021-04-09 792
-
化学机械抛光(CMP)技术的发展、应用及存在问题2021-06-04 926
-
氮化镓晶片的化学机械抛光工艺综述2021-07-02 898
-
多晶硅薄膜后化学机械抛光的新型清洗解决方案2022-01-26 599
-
CMP后化学机械抛光清洗中的纳米颗粒去除报告2022-01-27 683
-
化学机械抛光(CMP)的现状和未来2022-03-23 1301
-
碳化硅晶片的超精密抛光工艺2023-05-31 2474
-
半导体行业中的化学机械抛光(CMP)技术详解2023-08-02 9028
-
芯秦微获A+轮融资,用于化学机械抛光液产线建设2023-11-16 267
-
半导体行业中的化学机械抛光技术2024-01-12 433
全部0条评论

快来发表一下你的评论吧 !
