

微电子QFN封装产品在切割过程中的熔锡成因和控制方法
电子说
描述
熔锡是微电子封装 QFN(Quad Flat No-leads Package,方形扁平无引脚封装)产品在切割生产过程中的核心质量不良,是导致产品可焊性失效的关键风险点。本文针对 QFN 封装产品的切割生产过程进行熔锡失效的原因分析和对策探讨。
引言
QFN 封装切割的工艺特点是通过高速旋转的切割刀片将整条料片切割分离成单颗的产品。在切割生产过程中,刀片和产品本身容易受到切削高温的影响,使产品引脚表面的锡层发生异常熔化,这一现象通常称为切割熔锡。由于熔锡不良会导致产品可焊性失效,这在微电子封装生产过程中属于严重的质量不良。因此,解决 QFN 产品的切割熔锡问题显得非常重要,本文着重分析微电子 QFN 封装产品在切割过程中的熔锡成因和探讨其控制方法。
1 切割熔锡的成因
1.1 QFN 切割工艺简述
通常,QFN 产品在封装后道的工艺流程如下:
塑封→电镀→后烘→打印→切割
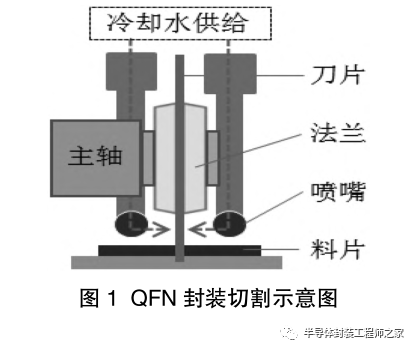
其中,QFN 封装产品切割工艺如图 1 所示,整条料片通过刀片旋转切割分离成单颗的产品。切割移动过程中,刀片表面和产品表面锡层同时采用冷却水进行喷射降温处理,以降低刀片和产品所产生的切削高温,避免产品造成切割熔锡等质量不良。
1.2 切割熔锡失效的成因及特征
(1)当传递到产品切割面的切削温度高于纯锡的熔点温度 232℃时,QFN 封装产品切割面的引脚则有熔锡的风险;
(2)当传递到产品切割面的切削温度低于纯锡的熔点温度 232℃时,QFN 封装产品切割面的引脚则没有熔锡的风险。
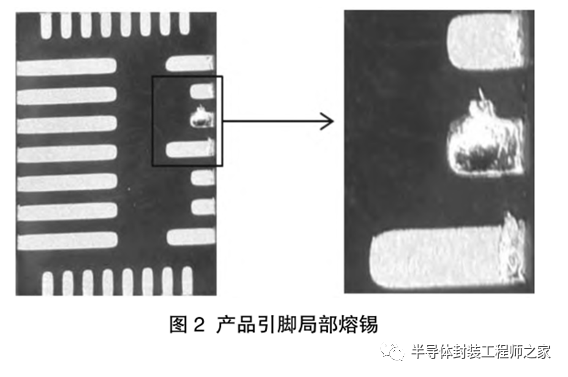
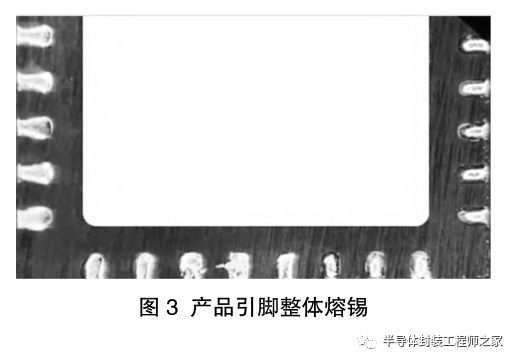
根据成因分析可知,切割熔锡失效主要是由于切割刀片传递到产品引脚表面锡层的温度超过了纯锡的熔点。根据熔锡位置不同,QFN 封装产品切割熔锡失效有两种特征:
如图 2,产品引脚锡层产生局部的熔锡失效:
如图 3,产品引脚锡层产生整体的熔锡失效:
1.3 熔锡失效的不良后果
在 QFN 封装产品从整条料片切割成单颗产品的生产过程中,当切削所释放出来的温度高于产品锡层熔点时,产品引脚表面的锡层会产生熔化。这样会造成引脚锡层脱落、铜层裸露氧化的现象,使产品在 PCB 板、电路板等焊接应用的过程中,产生引脚虚焊、脱焊、短路等可焊性失效的质量异常。
综上所述,切割熔锡失效将直接造成产品可焊性失效的问题,这在电子元器件生产应用中是重要的质量隐患。因此,控制切割熔锡是微电子 QFN 封装生产的一个关键点,我们从切割工艺设计和设备应用的角度来实验分析,针对影响切割熔锡的风险因素进行相应的对策探讨。
2 切割熔锡的风险点分析
如表 1 所示,通过人、机、料、法、环五个维度来分析整体料片切割成单颗产品的过程,识别出 QFN封装切割过程中的熔锡风险点。
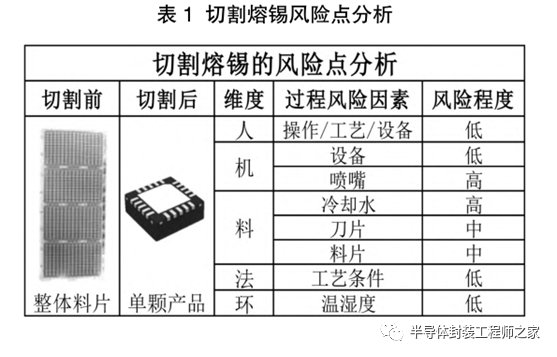
从分析可知,切割熔锡的过程风险因素中,人员方面、设备本身、生产工艺方法、生产环境所造成产品切割熔锡的风险低,基本不会产生切割熔锡的问题。料片、切割刀片产生切割熔锡的风险中等,在其选型方面,应遵循料片和刀片材料在常规的切割工艺条件下,本身不会造成切割熔锡这一原则。而设备喷嘴、供给冷却水直接作用于料片和刀片的表面,是切割熔锡的高风险因素,也是解决和控制切削高温造成切割熔锡的关键点。我们着重对喷嘴和冷却水这两个因素进行分析和探讨。
3 冷却水的影响
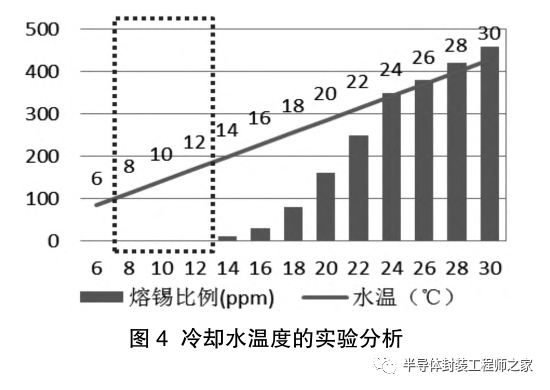
3.1 冷却水的温度过高
冷却水温度是影响切割熔锡失效的关键因素,在产品切割过程中,控制切割冷却水的温度至关重要。如图 4 所示,为冷却水温度对产品熔锡的影响趋势分析。由批量生产验证数据得知,随着冷却水温度的升高,产品熔锡的风险比例越高,熔锡数量也逐步增加;而水温越低,产品熔锡的风险越小,熔锡的比例越少。结合厂务动力成本和产品品质来综合考虑,切割冷却水的输出温度控制在 10±2℃,能够有效降低切割熔锡的风险,且较为经济合理。
3.2 冷却水的流量过小
3.2.1 冷却水流量的区间控制
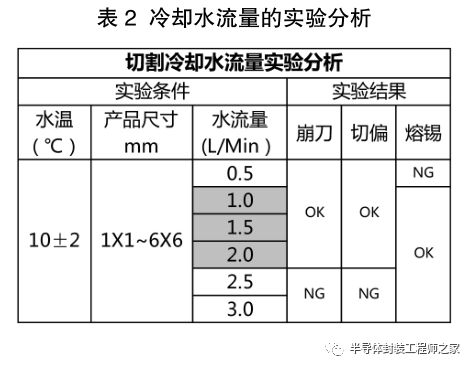
如表 2 所示,在水温条件稳定的情况下,采用大小不同的水流量进行产品切割实验分析。从数据分析可以看出,异常的水流量大小,会产生刀片崩刀、切割偏移、切割熔锡等质量不良。当切割冷却水流量过小时,切割刀片所产生的高温不能及时降低而传递到产品引脚的锡层面,导致切割熔锡的问题。理论上,切割冷却水流量越大其冷却效果越好,在实际应用过程中,应综合考虑如水流量过大容易造成刀片崩刀、产品位移切偏等不良因素。从实验结果可知,切割冷却水流量控制在 1.0-2.0L/Min 这一区间相对稳定可靠。
3.2.2 冷却水流量的稳定性控制
如上述分析可知,喷嘴出水流量的大小会影响到切割熔锡失效的比例,因此冷却水流量输出的稳定性也是非常关键的一个控制点。在实际应用过程中,水流量稳定性控制可从动力供给和设备装置两方面来考虑。动力供给方面,可优先选用洁净度等级高于普通自来水的纯水,并在设备冷却水的进水口安装过滤器装置来提高冷却水水质的稳定性。而设备装置方面,可采用电子流量计控制的设计方式来输出冷却喷射水的水流量,通过设定输出目标值,自动监测和自动识别补偿实际出水供给的水流量大小。相比较传统的机械流量计而言,电子流量计能够自动调节控制,自动修复水流波动、管路堵塞等供给不稳定的因素,可提前预防水流量异常的问题,提升冷却系统的稳定性。
4 喷嘴的影响
喷嘴是切割冷却水的传输装置,它将切割冷却水均匀地喷射到刀片和产品的表面,使刀片和产品在切割过程中的有限空间实现快速降温。针对喷嘴的设计应用,应从喷嘴冷却的均匀性、喷射的覆盖面积、排屑的有效性这三个方面来考虑,以避免产品切割熔锡的风险。
4.1 喷嘴的功能结构设计
实际应用中,刀片两侧的刃口通常需要实现瞬间降温,以满足各种 QFN 产品尺寸、材料类别的加工需求。特别是在切割有特殊工艺要求、熔锡敏感的产品时,提升刀片和产品的冷却效果尤为重要。
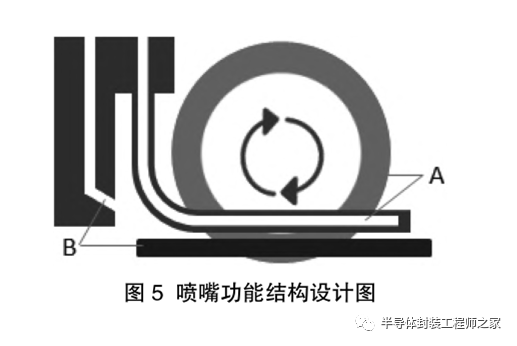
如图 5 所示,在 A 点部位设计 90°垂直于刀片表面的喷嘴装置,可提升喷嘴传输冷却水的有效性,使冷却水有效地作用于刀片,起到良好的刀片冷却效果。同时,还可在 B 点部位设计带有 60°扇形角度的产品喷嘴装置,这样能够对产品的引脚表面及切割槽深度同步进行喷射冷却。这样的设计方式提高了产品切割的排屑能力,且大幅度提升了设备冷却系统的兼容能力,降低了切割熔锡的风险。
如表 3 所示,从喷嘴功能设计实验分析的结果可以看出:实验 4,在 A 部位的刀片区域、B 部位的产品切割区域采用双路冷却水喷嘴装置的设计,其降温冷却效果明显,质量控制最为稳定,产品没有切割熔锡不良的问题。而实验 1、2、3,不采用冷却喷嘴装置或采用单一的喷嘴功能设计,产品的冷却效果均存在一定的局限性,在切割特定产品或特殊工艺条件下,均有切割熔锡的质量不良。
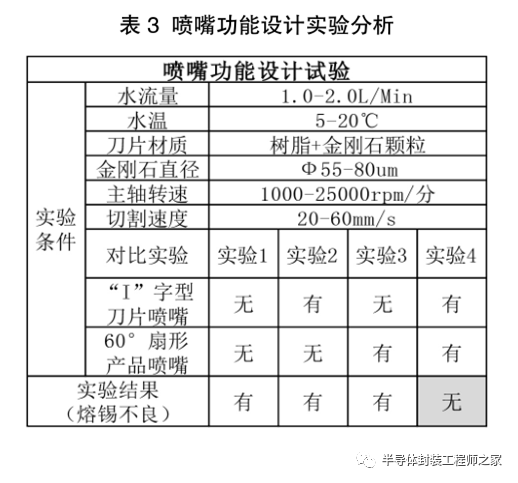
从实验结果得知,设备喷嘴采用双路冷却的功能设计,能够提升切割不同产品的兼容能力,提升切,减少切割熔锡失效的风险。
4.2 喷嘴口的形状设计
喷嘴的喷射口采用不同的形状设计,其作用效果有很大差别。如表 4 所示,切割冷却喷嘴的喷射口采用 3 种不同的形状设计,其冷却效果和熔锡风险明显不同。具体如下:
1、采用联排孔形状的设计方式,喷射出水为圆柱形状。该形状设计的喷水集中作用于刀片局部的固定区域,刀片局部面积受到水压的冲击力较大。在实际应用中,其崩刀风险高,且喷射覆盖的面积小,整体的冷却效果差,熔锡的风险高。
2、采用“一”字形状的设计,喷射出水为直线形状。整体的冷却效果比联排孔设计好,喷射覆盖面积、崩刀和熔锡风险有明显的改善。
3、采用“I”字形状的设计,喷射出水为扇面形状。该结构形状设计的喷嘴呈扇形雾状的形态喷射,因此降低了水压对于产品和刀片的冲击力,减少了切偏和崩刀的风险。同时,出水呈扇面形状喷射,其喷射覆盖面积广,能够将冷却水有效地喷射到刀片和产品所需降温的全部区域,这样就大幅度地提升了冷却效果,产品熔锡风险则明显降低。
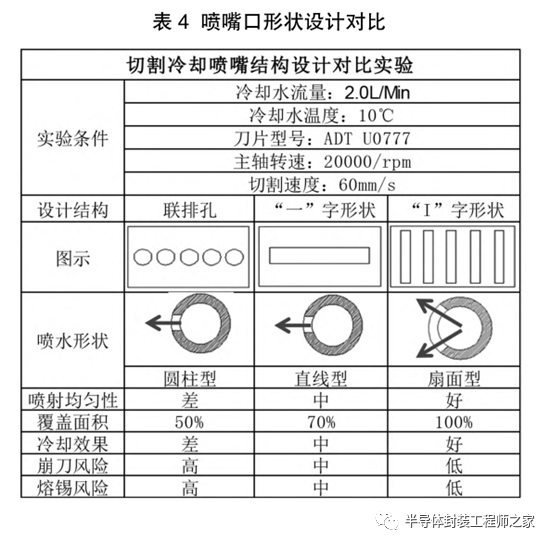
通过实验对比,刀片冷却喷嘴采用“I”字形状的结构设计,其实用性最好。应用到实际生产中,能够有效降低切割熔锡等质量隐患,从而提升 QFN 封装切割的稳定性。
5 切割熔锡失效的管控
针对切割熔锡的控制,可以从厂务动力供给布局、产品工艺流程管控、设备功能结构设计等方面来考虑。
1、建立厂务动力车间,采用冷水机等制冷设备将常温的切割水降低到切割工艺所需的水温。尽可能缩短冷却水输入和输出管道的距离,并采用隔热保温棉包裹,减少水温在传输过程中的热量消耗,确保冷却水的供给温度稳定且可控制。
2、建立新产品、新材料的风险评估流程。根据产品生产评估结果,将切割参数、工艺条件、生产要求等制定标准作业流程。针对核心风险点进行分级授权管控,避免量产时造成切割熔锡失效。
3、在设备设计层面,将应用稳定的喷嘴机构等备件图纸进行标准化。同步上传系统存档并更新到设备技术协议,为后续新购设备提供技术参考。
4、影响切割熔锡的核心备件,如刀架喷嘴、刀片等,建立安装调试和维护技能培训指导书,培训工程技术人员,提高设备切割熔锡的管控能力。
5、冷却水输出设备、传输管路、过滤装置、喷嘴装置等硬件设施,制定预防性维护要求和管理周期。定期对影响切割熔锡的部件进行数据跟踪、功能检查,定期维护保养及更换。
6 结束语
微电子封装 QFN 产品的外形结构紧凑,体积小、重量轻、电性能和散热性好,因此多应用于集成度相对较高的高端电子产品中。根据其方形扁平的形状特点,整条料片分离成单颗的电路产品,通常采用效率高、成本低的切割工艺。本文是基于切割工艺生产中的切割熔锡失效现状,从实际应用和设计的角度给予分析和对策探讨,以供参考。
审核编辑:郭婷
-
晶圆切割目的是什么?晶圆切割机原理是什么?2011-12-02 41441
-
微电子封装技术2013-12-24 6582
-
切割不连续问题及解决方案2017-11-16 2872
-
晶圆切割过程中崩边原因分析及解决方法2021-08-17 13484
-
全自动切管机的切割过程2020-11-17 21964
-
激光切割过程中遇到的两大问题2020-12-01 5589
-
激光切割过程中如何正确选择焦点的位置2020-12-25 5152
-
激光切割基础:各种激光切割过程概述2022-10-27 3876
-
蓝膜在封装切割过程中的常见异常及处理办法2021-12-06 5816
-
划片机切割过程中常见五个问题点2023-10-10 3261
-
在激光切割过程中,如何减少热影响区2024-01-26 2172
-
微电子封装切割熔锡失效分析及对策2024-11-01 1335
-
划片机在存储芯片切割中的应用优势2024-12-11 1516
-
用于切割晶圆 TTV 控制的硅棒安装机构2025-05-21 740
-
半导体精密划片机:QFN封装切割工序的核心支撑2025-11-17 740
全部0条评论

快来发表一下你的评论吧 !
