

扣式/软包电池组装教程
描述
一,扣式电池
实验室扣式电池除了用于对现有材料的性能进行检测之外,还用于对新材料、新工艺产品进行初步的电化学性能测试与评价,正确的组装扣式电池对该材料的开发与制备、全电池设计与应用有着重要意义。
本文主要对实验室组装扣式电池的流程进行介绍,主要参考北工业王琦的《锂离子模拟电池组装手册》、郑州轻工学院张勇等人的《扣式锂离子电池的制备工艺研究》以及一些网友意见和一些清华研友的工作经验。
一。扣式电池基本介绍

锂离子扣式电池主要由以下几部分组成:正极壳、负极壳、(正/负)极片、隔膜、垫片、弹片、电解液。
常用的正规的商品扣式电池CR2032中的C表示正极是MnO2,还有BR系列,B表示正极是氟化碳。C或者B代表扣电体系,R代表电池外形为圆形。前两位数字为直径(单位 mm),后两位数字为厚度(单位 0.1 mm),取两者的接近数字。例如 CR2032 的大略尺寸为直径 20 mm,厚度 3.2 mm。
1.1 电池壳
下图为CR2032扣式电池电池壳,正极壳较大,负极壳为表面有网状结构且较小,所以一般组装过程从负极壳开始。

图1 CR2032扣式电池正极壳(左),负极壳(右)
1.2 极片
极片的制备工艺对电化学性能能否充分发挥有重要影响,我们会在2.1中重点讲解,此处简要介绍。下图为正极材料所制备的极片。
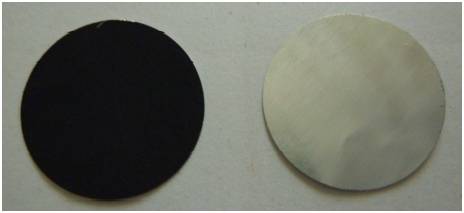
图2 正极片(左)与铝箔(右)
锂离子电池极片的正、负极集流体分别为铝箔和铜箔。如果选用单面光滑的箔材,往往在粗糙面上进行涂布,以增加集流体与材料之间的结合力。箔材的厚度要求不严格,但对箔材的面密度均匀性有比较高的要求。硅基负极材料一般选用涂碳铜箔以提高黏附性,降低接触电阻,以增加测试结果的重现性,提高充放电循环性能
什么样的极片才是好极片?
应该满足这几方面:(1)浆料涂布均匀,观察不到明显的厚度不均匀,特别薄的地方甚至能观察到亮色的铝箔;(2)极片保持完整圆形未受损坏,周围尽量没有毛刺;(3)极片涂布区域没有颗粒物并且没有明显的掉粉现象。
1.3 隔膜
实验室所用隔膜一般为Celgard2400或者Celgard系列其他产品,冲压成小圆片后使用,直径略大于正负极极片。可以根据电池性能要求不同选择隔膜,关于隔膜的选择和参数,请见后期关于锂电池隔膜的选择以及参数意义的介绍 。 隔膜的作用是什么呢?
简单的说,如果没有隔膜,正负极就直接接触,也就是会发生短路,这也就是为什么有的电池中要抑制锂枝晶的产生,就是防止其刺破隔膜,引起局部短路,而造成安全事故。隔膜一般采用聚乙烯等高分子材料,不导电,其结构中有许多微孔,允许锂离子通过,虽然它是绝缘体,但“不允许电子通过的说法并不准确”。
1.4 锂片(即负极片)
负极片直径略小于负极壳直径,CR2032的锂片直径为15.8mm,实验室常采用直径为14mm(对应CR2032 扣式电池)冲口模具冲正极片。值得注意的是:锂片比较柔软,容易变形,所以在装电池前可以用正极壳(因为它比较大)将变形的锂片压平整。而且金属锂在空气中极易氧化变质,遇水容易爆炸,所以购买回来的金属锂片需要在手套箱中打开,打开时注意,不要损坏手套。

图3 适合CR2032电池使用的金属锂片
1.5 垫片
垫片为圆形的铝片,直径与锂片大小一样,实验中,可以根据需求购买不同规格和厚度等。
注意:垫片、正负极壳等组件,在使用前要用酒精反复超声清洗,然后鼓风干燥箱烘干

图4 垫片
1.6 弹片(支撑片)
弹片主要是起到支撑电池的作用,如果没有弹片,在压电池的步骤中会把电池压的很扁,内部组件可能被压坏。弹片只在负极侧加,但是若正负极都加了弹片,压电池步骤中不能将扣电封闭,导致电解液与空气接触,而实验失败。

图5 弹片(支撑片)
1.7 电解液
不同的材料一般对应不同的电解液,在进行时实验时千万不要图省事将就,小批量的电解液可以找公司索要,一般都会给。个别特殊的电解液,如低温电解液等,可能需要购买,价格还不低。
1.8 材料的选择
正负极活性材料一般为粉末材料,颗粒尺寸应不宜过大以便于均匀涂布,同时避免由于颗粒较大导致测试结果受到材料动力学性质的限制以及造成的极片不均匀性问题。用于实验室研究的正负极材料一般最大颗粒直径(Dmax)不超过50μm,工业应用的锂电材料的Dmax一般小于30μm。大颗粒、团聚体或者纳米级别的材料,往往经过过筛或者研磨处理。锂电池常用导电剂为碳基导电剂,包括乙炔黑(AB)、导电炭黑、Super P、350G等导电材料。常用黏结剂体系包括聚偏氟乙烯-油性体系[即poly(vinylidene fluoride),PVDF体系]以及聚四氟乙烯-水性体系[即
poly(fluortetraethylene),一般为乳液,简称PTFE 体系],SBR(丁苯橡胶)乳液等。油系溶剂常采用NMP(N-甲基吡咯烷酮)等。
二。扣式电池的组装
2.1 正极片的制备
实验室极片制备过程一般分为混料和涂覆两个过程。其中混料工艺包括手工研磨法和机械混浆法,涂覆工艺是手工涂覆和机械涂覆。
进行混料时,依据供料的多少来确定采用手工研磨法或机械混浆法,如活性材料的质量在0.1~5.0g时建议采用手工研磨法,活性材料的质量超过5.0g时,建议采用混料机进行混料。实验室中每次混浆量有限,常采用手工涂覆,当浆料足够时可采用小型涂覆机。整个极片制作过程需要在干燥环境下进行,所用材料、设备都需要保持干燥
2.1.1 浆料的制备(以磷酸铁锂为例)。
溶剂正极材料导电剂粘结剂
N-甲基吡咯烷酮(NMP)磷酸铁锂Super P聚偏二氟乙烯(PVDF)
浆料由溶剂、正极材料、导电剂和粘结剂组成。
实验室制备极片时,混料比例和步骤依据测试材料及混料工艺的不同而有差别。如常见的石墨负极极片中,CMC(羧甲基纤维素钠)的含量一般低于10%,SBR的含量一般低于10%,导电添加剂的含量一般低于10%(高倍率电池除外)。而在硅基负极材料中,考虑到硅基负极材料的导电性较差,因此需增加极片中的黏结剂含量和改变导电添加剂的种类,有些人将CMC的比例调整为20%,SBR 的比例调整为20%,导电添加剂中加入CNT(碳纳米管);对于高功率电池极片研发测试时,往往增加导电剂的含量,比例可调整为20%左右。高比例黏结剂和导电添加剂是为了充分展示正负极活性材料的电化学特性,而实际锂离子电池中电极极片的黏结剂质量比往往在2%左右,导电添加剂比例往往在1%~2%。
NMP和PVDF溶液的配制
首先,配制NMP和PVDF的溶液,这样在每次配制浆料时能节省很多时间,可以配制0.02g/ml、0.025g/ml和0.03g/ml的三种,选择合适自己材料的浓度使用。配制方法很简单,只需要将两种物质在广口瓶中混合就行,通过磁力搅拌,溶液中没有白色物质就行。需要注意的是:配制结束后,广口瓶要通过封口胶密封,因为NMP容易吸水或者变质。
浆料的配置步骤:
第一步:用移液枪量取2ml的0.025g/ml 的NMP/PVDF溶液,放入D15搅拌子进行磁力搅拌;
第二步:称取0.05g导电剂Super P缓慢加入称量瓶中,搅拌20min。加入过程中尽量不要使导电剂碰到上侧瓶壁,更不要因为加入的太快而使导电剂散出称量瓶。
第三步:称取0.4g活性物质,加入称量瓶中。注意事项同上,加入后搅拌4-5小时,搅拌时间不固定,以浆料粘稠状态为准。
另有报道,在磁力搅拌后,进行15min的超声搅拌,性能更好。
何种浆料状态为最好?
一般来说,轻轻晃动称量瓶,混合物既不是粘度很高无法流动,又不是像水一样易动而不挂壁即可。太稠可以加入一滴NMP继续搅拌一会儿,一般一滴就足够了。太稀可以将称量瓶放入鼓风干燥箱烘干一会儿。
可使用王琦师兄的配料方式,不过这种方式耗时较长。
注意:第二三步的顺序尽量不要颠倒。
2.1.2 极片的涂布
一般使用刮刀和流延涂覆机,进行涂布,正极材料涂布在铝箔上,负极涂布在铜箔上。没有涂覆机的同学可以使用玻璃板和刮刀进行涂布。涂布过程比较简单,但是需要注意以下几点
(1)铝箔需要平整,要尽可能的减少褶皱;(2)涂布前要用酒精和脱脂棉仔细清洁铝箔和涂覆机平台;(3)脱脂棉清洁后要用卫生纸小心清洁一次,一来去掉可能存在的棉絮二来不要划伤铝箔。
此外,特别需要注意的是,一般极片的面容量设为2~4mA·h/cm2,最低不建议低于1mA·h/cm2,这样的活性物质负载量与工业应用的更为接近,便于准确对标评价材料的倍率和低温特性。个别情况下,可以超过这一负载量,例如针对厚电极的研究。低于这一面容量制作的极片,一方面,称量误差较大;此外,由于极片薄,动力学性能较好,体积变化较小,电解液相对远远过量,这样有利于测到材料的最高容量,但半电池测到的倍率、循环性有可能会显著高于实际全电池工作条件下的性能,此时的动力学及循环性数据结果并不能和大容量实际电池有较好的对应关系。
2.1.3 极片的干燥和压片
之所以要单列一节,是因为这是个需要严格执行的过程,但是干燥温度可以有变化。极片的干燥一般需要考虑三点,烘烤温度、烘烤时间、烘烤环境,对于NMP 油系的烘烤温度需要100℃以上,在能够烘干的前提下,尽量降低烘烤温度,增加烘烤时间。对于一些容易氧化或者在高温空气中不稳定的材料,需要在惰性气氛烘箱中烘烤另外,极片质量的好坏可以用掉粉程度来衡量,若掉粉容易,电池在循环过程中,活性物质会从铝箔上脱落,溶解在电解液里,隔膜会被染黑。
干燥的目的在于去除浆料中大量的溶剂NMP以及其中的水分,所以要经过鼓风干燥和真空干燥两个步骤。每个步骤的具体温度和时间,不同工作中有不同的报道,但需要注意:
(1)干燥NMP的温度不需要太高,但由于溶剂太多,需要较多的热量,所以干燥时间较长;
(2)由于水的沸点是100℃,所以鼓风干燥的温度需要较高,但由于水分含量较少,干燥时间可以缩短,在鼓风干燥时,可以设置两个温度段,每个温度时间不同,最高温度可以设置为100℃。另外负极的干燥温度应低于正极,有时候出现铜箔氧化的现象;
注意:干燥温度过高和时间过长,会出现严重的掉粉行为,关于鼓风干燥的温度,正极不应超过120℃,负极不超过90℃。
(3)鼓风干燥后,要经过真空干燥,温度一般设定为120℃,时间10小时左右。但不可以不经过鼓风干燥直接进行真空干燥,这样操作会导致NMP充满于真空干燥箱内,而使干燥效果不好。不经过真空干燥也是可以的,但是有条件的最好不要省略这个步骤。
2.1.4 压片
涂布后,干燥出的复合材料涂层比较疏松。若直接使用,被电解液浸润后容易脱落损坏。极片的辊压过程中需要将极片压实,压实密度尽量接近工业中极片的压实密度。可采用对辊机或者压片机等进行压片处理,对辊机一般可将正极片涂层压制到15-60μm。压片机可以采用大约80-120kg/cm2压强进行压制。压片后的电极,稳定性、牢固性以及电化学性能都获得了改善,测试表现要好于不压片的样本。压片主要目的有两个:一是为了消除毛刺,使表面光滑、平整,防止装电池时毛刺刺破隔膜引起短路;二是增强极片的强度,减小欧姆阻抗。压力过大会引起极片的卷曲,不利于电池装配,压力过小又起不到压片的作用。
裁剪隔膜、极片以及活性物质含量计算的步骤在此忽略,较为简单。
2.1 扣式电池的组装
2.1.1 必备物品:
手套箱内:压片机(最好带数显)、镊子2把(至少有一把是塑料镊子)、药匙1把、电解液、锂片、磨口玻璃瓶(配胶头滴管)、注射器、干燥纸巾等清洁用品;
手套箱外:扣式电池壳、集电器、弹簧片(或泡沫镍)、正极片、隔膜片;
注意:电池组装部件在放入手套箱中之前,要进行4小时左右的真空干燥处理,温度不宜太高,可以设置在60-80℃温度。容量较大的手套箱可事先这些存储电池部件,更清洁。原料入进箱舱门后,严格按照操作规程进行排气-进气操作,至少三次。建议在手套箱内专门放一个小型操作台,以防试剂腐蚀手套箱。电解液对于手套和手套箱内壁的腐蚀比较严重,应该尽量避免操作失误。
2.1.2 确定水氧含量
一般的手套箱都有水氧含量的数显检测仪,手套箱水氧含量可以控制在低于0.1PPM,但不同手套箱的标准不尽相同。组装电池的过程,都在已经严格进行了排气-进气操作的手套箱中,严格隔绝任何可能的氧化、潮湿等干扰。若手套箱的水氧含量一直较高,应该检查手套是否破损或者对手套箱进行再生。
2.1.3 组装过程
扣式电池组装次序主要有两种,我们实验室一般习惯从负极壳开始,但也可以从正极壳开始,这个没有对错之分,全看个人习惯。
将准备好的极片转移到惰性气氛手套箱内,准备扣式电池组装部件:负极壳、金属锂片、隔膜、垫片、弹簧片、正极壳、电解液,此外还需要压片模具、移液器和绝缘镊子。
组装过程如下图所示:
将负极壳平放于绝缘台面,将金属锂片置于负极壳中心,并用压片模具对金属锂片进行平整化处理,然后将隔膜平放于锂片上层,用移液器取适量电解液滴加入隔膜表面。用绝缘镊子将测试极片、垫片、弹簧片和正极壳依次置于隔膜上层,其中测试极片的活性材料一侧需贴近隔膜(图6)。

图1 扣式电池组装流程
进一步,用绝缘镊子将扣式电池负极侧朝上置于扣式电池封口机模具上,可用纸巾垫于电池上方以吸收溢出的电解液,调整压力(一般为800Pa)压制5s完成组装制备扣式电池,用绝缘镊子取出,观察制备外观是否完整(图7)并用纸巾擦拭干净。

图2 扣式电池封装流程
模拟电池的组装过程与扣式电池相似,以中科院物理所的模拟电池组装为例,需准备组装材料包括:模拟电池模具(一个聚四氟乙烯内胆,一个聚四氟乙烯套管,正负极壳和金属导体柱),金属锂片,隔膜,电解液及待测极片。其中待测极片尺寸不能超过聚四氟乙烯内胆尺寸。如下图,将金属锂片、隔膜、聚四氟乙烯内胆依次放入负极壳模具内,然后用移液器滴加一定量电解液,并将待测极片和金属导体柱依次放入内胆中,保证活性材料一侧贴近隔膜。进一步地,将套有聚四氟乙烯套管的正极壳模具安装在负极壳模具上,完成模拟电池的组装。

图 3 模拟电池组装流程图
三。一些问题出现的原因
电池组装后,在测试时会出现一些问题,以下是可能遇到的问题以及部分解释
3.1 开路电压低的原因
(1)极片的毛刺穿破隔膜,造成电池短路;
(2)电池装配过程中,正负极偏移,导致短路;
(3)压电池步骤出错,导致电池装配不紧密,电池正负极外壳与正负极片虚接,造成短路。
3.2 电化学阻抗大
(1)导电剂添加量不够;
(2)隔膜的孔隙率小,使得电解液中的锂离子不能能够顺利通过;
(3)电解液分解,其中的锂盐减少。
电池的组装是一个熟能生巧的过程,前一两次装坏几个电池是一件很正常的事,不要灰心。
二,软包电池
软包电芯,其实就是使用了铝塑包装膜作为包装材料的电芯。相对来说,锂离子电池的包装分为两大类,一类是软包电芯,一类是金属外壳电芯。金属外壳电芯又包括了钢壳与铝壳等等,近年来由于特殊需要有的电芯采用塑料外壳的,也可以划为此类。
二者的差别除了外壳材料不同,决定了其封装方式也不同。软包电芯采用的是热封装,而金属外壳电芯一般采用焊接(激光焊)。软包电芯可以采用热封装的原因是其使用了铝塑包装膜这种材料。
铝塑包装膜
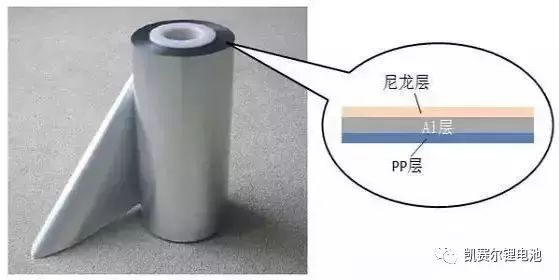
铝塑包装膜(简称铝塑膜)的构成见图,其截面上来看有三层构成:尼龙层、Al层与PP层。
三层各有各的作用,首先尼龙层是保证了铝塑膜的外形,保证在制造成锂离子电池之前,膜不会发生变形。
Al层就是一层金属Al构成,其作用是防止水的渗入。锂离子电池很怕水,一般要求极片含水量都在PPM级,所以包装膜一定能够挡住水气的渗入。尼龙不防水,无法起到保护作用。而金属Al在室温下会与空气中的氧反应生成一层致密的氧化膜,导致水气无法渗入,保护了电芯的内部。Al层在铝塑膜成型的时候还提供了冲坑的塑性,这个详见第3点。
PP是聚丙烯的缩写,这种材料的特性是在一百多摄氏度的温度下会发生熔化,并且具有黏性。所以电池的热封装主要靠的就是PP层在封头加热的作用下熔化黏合在一起,然后封头撤去,降温就固化黏结了。
铝塑膜看上去很简单,实际做起来,如何把三层材料均匀地、牢固地结合在一起也不是那么容易的事。很遗憾的是,现在质量好的铝塑膜基本上都是日本进口的,国产的不是没有,但质量还有待改进。
铝塑膜成型工序
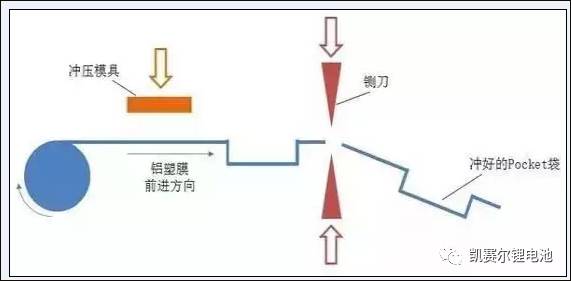
软包电芯可以根据客户的需求设计成不同的尺寸,当外形尺寸设计好后,就需要开具相应的模具,使铝塑膜成型。成型工序也叫作冲坑(其实个人觉得应该是“铳坑”,但大家都这么写就随俗吧),顾名思义,就是用成型模具在加热的情况下,在铝塑膜上冲出一个能够装卷芯的坑,具体的见下图。
铝塑膜冲好并裁剪成型后,一般称为Pocket袋,见下图所示。一般在电芯较薄的时候选择冲单坑(下图左),在电芯较厚的时候选择冲双坑(下图右),因为一边的变形量太大会突破铝塑膜的变形极限而导致破裂。
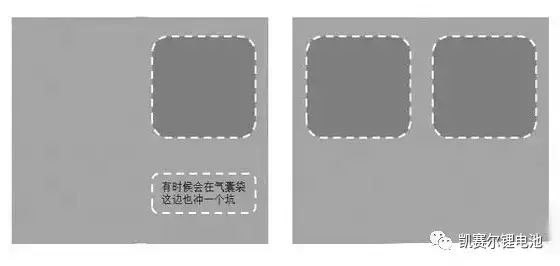
有时候根据设计的需要,会在气袋的位置再冲一个小坑,以扩大气袋的体积。
顶侧封工序
终于讲到正题了(你是跑题有多厉害!),顶侧封工序是软包锂离子电芯的第一道封装工序。顶侧封实际包含了两个工序,顶封与侧封。首先要把卷绕好的卷芯放到冲好的坑里,然后沿虚线位置将包装膜对折,如下图所示。
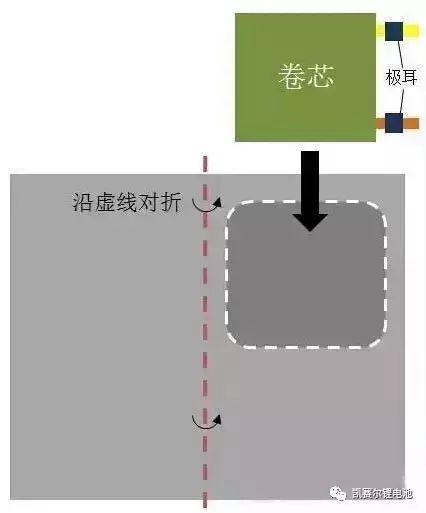
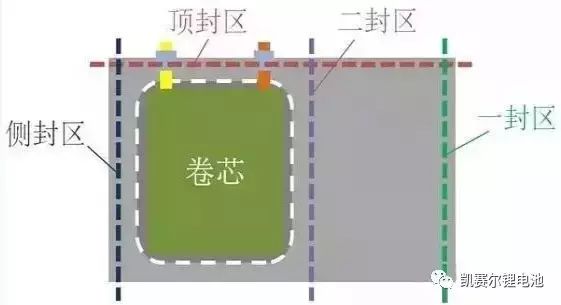
下面这种图是铝塑膜装入卷芯后,需要封装的几个位置,包括顶封区、侧封区、一封区与二封区。下面分别进行介绍。
把卷芯放到坑中之后,就把整个铝塑膜可以放到夹具中,在顶侧封机里进行顶封与侧封了。顶侧封机是这样子的:

图中这种型号的顶侧封机带四个夹具,左边那个工位是顶封,右边那个工位是侧封。那两块黄色的金属是上封头,下面还有一个下封头,封装的时候两个封头带有一定的温度(一般在180℃左右),合拢时压在铝塑膜上,铝塑膜的PP层就熔化然后黏结在一起了,这样就封装OK了。
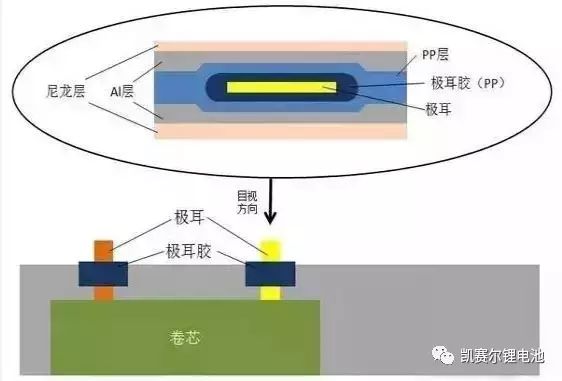
侧封没有什么太多好说的(边电压神马的扯得太远就不讲了),主要来说说顶封,顶封区域的示意图如下图所示。顶封是要封住极耳的,极耳是金属(正极铝,负极镍),怎么跟PP封装到一起呢?
这就要靠极耳上的一个小部件—极耳胶来完成了。极耳胶具体的结构我不是很清楚,希望有懂行的人来补充。我只知道它也有PP的成本,也就是说在加热时能够熔化黏结。在极耳位的封装见下图中圆圈部分所示。封装时,极耳胶中的PP与铝塑膜的PP层熔化黏结,形成了有效的封装结构。
注液、预封工序
软包电芯在顶侧封之后,需要做X-ray检查其卷芯的平行度,然后就进干燥房除水气去了。在干燥房静置若干时间时候,就进入了注液与预封工序。
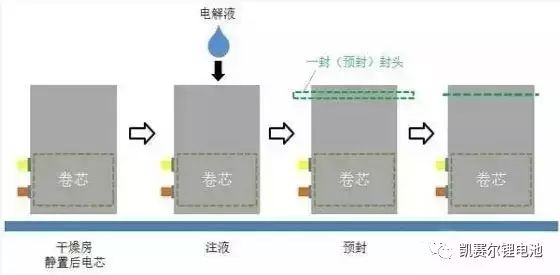
通过上面的介绍我们知道,电芯在顶侧封完成之后,就只剩下气袋那边的一个开口,这个开口就是用来注液的。在注液完成之后,需要马上进行气袋边的预封,也叫作一封。一封封装完成后,电芯从理论上来说,内部就是完全与外部环境隔绝了。一封的封装原理与顶侧封相同,这里就不赘述了。
静置、化成、夹具整形工序
在注液与一封完成后,首先需要将电芯进行静置,根据工艺的不同会分为高温静置与常温静置,静置的目的是让注入的电解液充分浸润极片。然后电芯就可以拿去做化成了。

上图是软包电芯的化成柜,其实就是一个充放电的装置,我找了好久没有找到带电芯的图片,大家想想一下电芯夹在上面的画面就OK了。化成就是对电芯的首次充电,但不会充到使用的最高电压,充电的电流也非常小。
化成的目的是让电极表面形成稳定的SEI膜,也就是相当于一个把电芯“激活”的过程。在这个过程中,会产生一定量的气体,这也就是为什么铝塑膜要预留一个气袋。有些工厂的工艺会使用夹具化成,即把电芯夹在夹具里(有时候图简便就用玻璃板,然后上钢夹子)再上柜化成,这样产生的气体会被充分地挤到旁边的气袋中去,同时化成后的电极界面也更佳。
在化成后有些电芯,尤其是厚电芯,由于内部应力较大,可能会产生一定的变形。所以某些工厂会在化成后设置一个夹具整形的工序,也叫作夹具baking(烘烤)。
二封工序
刚才说了化成过程中会产生气体,所以我们要将气体抽出然后再进行第二次封装。在这里有些公司成为两个工序:Degassing(排气)与二封,还有后面一个剪气袋的工序,这里我就一起笼统的都称为二封了。
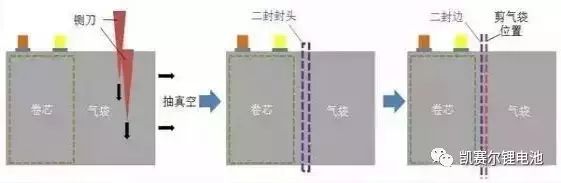
二封时,首先由铡刀将气袋刺破,同时抽真空,这样气袋中的气体与一小部分电解液就会被抽出。然后马上二封封头在二封区进行封装,保证电芯的气密性。最后把封装完的电芯剪去气袋,一个软包电芯就基本成型了。二封是锂离子电池的最后一个封装工序,其原理还是跟前面的热封装一样,不再赘述。
后续工序
因为题主问的是封装,后面的跟封装关系不大,所以二封之后的工序我就一起说了。
二封剪完气袋之后需要进行裁边与折边,就是将一封边与二封边裁到合适的宽度,然后折叠起来,保证电芯的宽度不超标。折边后的电芯就可以上分容柜进行分容了,其实就是容量测试,看电芯的容量有没有达到规定的最小值。
从原则上来说,所有的电芯出厂之前都需要做分容测试,保证容量不合格的电芯不会送到客户手中。但在电芯生产量大的时候,某些公司会做部分分容,以统计概率来判断该批次电芯容量的合格率。
分容后,容量合格的电芯就会进入后工序,包括检查外观、贴黄胶、边电压检测、极耳转接焊等等,可以根据客户的需求来增减若干工序。最后就是OQC检查,然后包装出货了。
审核编辑 :李倩
-
扣式/软包电池组装教程2023-04-14 6583
-
回收汽车电池模组,回收电池模组,回收电池,回收8650电池组,回收18650电池,回收软包电池2022-02-11 6619
-
动力电池组回收 新能源电池组回收 软包电池组回收,18650电池组回收 ,圆柱电池回收 新能源汽车电池包回收2021-12-27 1085
-
回收电池组 , 回收动力电池组 ,回收新能源电池组 , 回收软包电池组,回18650电池组2021-12-11 1269
-
回收新能源汽车电池包,回收新能源汽车电池 , 回收新能源汽车,18650电池组回收2021-12-02 1717
-
回收新能源汽车电池包,回收新能源汽车电池 回收新能源汽车18650电池组 回收新能源汽车软包电池组2021-09-24 1604
-
全国回收新能源汽车电池包,各省回收新能源汽车电池 各地回收新能源汽车18650电池组 回收新能源汽车软包电池组2021-08-31 1224
-
新能源电池组回收 软包电池组回收,18650电池组回收 圆柱电池组回收 铝壳电池组回收 汽车电池组回收2021-08-25 1231
-
组装48V锂电池组的教程2020-12-24 6504
-
软包大单体锂电池组装的时候怎么连接各个单体电芯?2018-11-01 22100
-
电池组装2013-12-04 2557
全部0条评论

快来发表一下你的评论吧 !
