

一文详解封装制程工艺
制造/封装
描述
信号完整性从系统级考虑的话,那就是Die-->Package-->PCB。Package部分的难点就是制程能力。
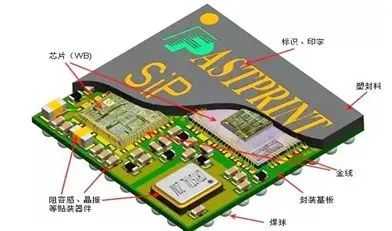
SIP封装制程按照芯片与基板的连接方式可分为引线键合封装和倒装焊两种。
引线键合封装工艺
工艺流程
圆片→圆片减薄→圆片切割→芯片粘结→引线键合→等离子清洗→液态密封剂灌封→装配焊料球→回流焊→表面打标→分离→最终检查→测试→包装。
圆片减薄
圆片减薄是指从圆片背面采用机械或化学机械(CMP)方式进行研磨,将圆片减薄到适合封装的程度。
随着系统朝轻薄短小的方向发展,芯片封装后模块的厚度变得越来越薄,因此在封装之前一定要将圆片的厚度减薄到可以接受的程度,以满足芯片装配的要求。
圆片切割
圆片减薄后,可以进行划片。较老式的划片机是手动操作的,现在一般的划片机都已实现全自动化。无论是部分划线还是完全分割硅片,目前均采用锯刀,因为它划出的边缘整齐,很少有碎屑和裂口产生。
芯片粘结
已切割下来的芯片要贴装到框架的中间焊盘上。焊盘的尺寸要和芯片大小相匹配,若焊盘尺寸太大,则会导致引线跨度太大,在转移成型过程中会由于流动产生的应力而造成引线弯曲及芯片位移现象。贴装的方式可以是用软焊料(指 Pb-Sn 合金,尤其是含 Sn 的合金)、Au-Si 低共熔合金等焊接到基板上,在塑料封装中最常用的方法是使用聚合物粘结剂粘贴到金属框架上。
引线键合
在塑料封装中使用的引线主要是金线,其直径一般为0.025mm~0.032mm。引线的长度常在1.5mm~3mm之间,而弧圈的高度可比芯片所在平面高 0.75mm。
键合技术有热压焊、热超声焊等。这些技术优点是容易形成球形(即焊球技术),并防止金线氧化。为了降低成本,也在研究用其他金属丝,如铝、铜、银、钯等来替代金丝键合。
热压焊的条件是两种金属表面紧紧接触,控制时间、温度、压力,使得两种金属发生连接。表面粗糙(不平整)、有氧化层形成或是有化学沾污、吸潮等都会影响到键合效果,降低键合强度热压焊的温度在 300℃~400℃,时间一为 40ms(通常,加上寻找键合位置等程序,键合速度是每秒二线)。
超声焊的优点是可避免高温,因为它用20kHz~60kHz的超声振动提供焊接所需的能量,所以焊接温度可以降低一些。将热和超声能量同时用于键合,就是所谓的热超声焊。与热压焊相比,热超声焊最大的优点是将键合温度从 350℃降到250℃左右(也有人认为可以用100℃~150℃的条件),这可以大大降低在铝焊盘上形成 Au-Al 金属间化合物的可能性,延长器件寿命,同时降低了电路参数的漂移。
在引线键合方面的改进主要是因为需要越来越薄的封装,有些超薄封装的厚度仅有0.4mm 左右所以引线(loop)从一般的200 μ m~300 μ m减小到100μm~125μm,这样引线张力就很大,绷得很紧。另外,在基片上的引线焊盘外围通常有两条环状电源 / 地线,键合时要防止金线与其短路,其最小间隙必须>625 μm,要求键合引线必须具有高的线性度和良好的弧形。
等离子清洗
清洗的重要作用之一是提高膜的附着力,如在Si 衬底上沉积 Au 膜,经 Ar 等离子体处理掉表面的碳氢化合物和其他污染物,明显改善了Au 的附着力。等离子体处理后的基体表面,会留下一层含氟化物的灰色物质,可用溶液去掉。同时清洗也有利于改善表面黏着性和润湿性。
液态密封剂灌封
将已贴装好芯片并完成引线键合的框架带置于模具中,将塑封料的预成型块在预热炉中加热(预热温度在 90℃~95℃之间),然后放进转移成型机的转移罐中。在转移成型活塞的压力之下,塑封料被挤压到浇道中,并经过浇口注入模腔(在整个过程中,模具温度保持在 170℃~175℃左右)。
塑封料在模具中快速固化,经过一段时间的保压,使得模块达到一定的硬度,然后用顶杆顶出模块,成型过程就完成了。
对于大多数塑封料来说,在模具中保压几分钟后,模块的硬度足可以达到允许顶出的程度,但是聚合物的固化(聚合)并未全部完成。由于材料的聚合度(固化程度)强烈影响材料的玻璃化转变温度及热应力,所以促使材料全部固化以达到一个稳定的状态,对于提高器件可靠性是十分重要的,后固化就是为了提高塑封料的聚合度而必需的工艺步骤,一般后固化条件为 170℃~175℃,2h~4h。
装配焊料球
目前业内采用的植球方法有两种:“锡膏”+“锡球”和“助焊膏”+ “锡球”。“锡膏”+“锡球”植球方法是业界公认的最好标准的植球法,用这种方法植出的球焊接性好、光泽好,熔锡过程不会出现焊球偏置现象,较易控制,具体做法就是先把锡膏印刷到 BGA 的焊盘上,再用植球机或丝网印刷在上面加上一定大小的锡球,这时锡膏起的作用就是粘住锡球,并在加温的时候让锡球的接触面更大,使锡球的受热更快更全面,使锡球熔锡后与焊盘焊接性更好并减少虚焊的可能。
表面打标
打标就是在封装模块的顶表面印上去不掉的、字迹清楚的字母和标识,包括制造商的信息、国家、器件代码等,主要是为了识别并可跟踪。打码的方法有多种,其中最常用的是印码方法,而它又包括油墨印码和激光印码二种。
分离工艺
为了提高生产效率和节约材料,大多数 SIP 的组装工作都是以阵列组合的方式进行,在完成模塑与测试工序以后进行划分,分割成为单个的器件。划分分割可以采用锯开或者冲压工艺,锯开工艺灵活性比较强,也不需要多少专用工具,冲压工艺则生产效率比较高、成本较低,但是需要使用专门的工具。
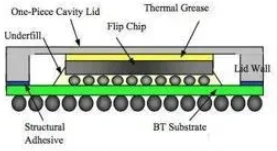
倒装焊
和引线键合工艺相比较倒装焊工艺具有以下几个优点:
(1)倒装焊技术克服了引线键合焊盘中心距极限的问题;
(2)在芯片的电源 /地线分布设计上给电子设计师提供了更多的便利;
(3)通过缩短互联长度,减小 RC 延迟,为高频率、大功率器件提供更完善的信号;
(4)热性能优良,芯片背面可安装散热器;
(5)可靠性高,由于芯片下填料的作用,使封装抗疲劳寿命增强;
(6)便于返修。
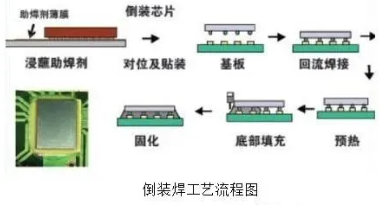
以下是倒装焊的工艺流程(与引线键合相同的工序部分不再进行单独说明):圆片→焊盘再分布→圆片减薄、制作凸点→圆片切割→倒装键合、下填充→包封→装配焊料球→回流焊→表面打标→分离→最终检查→测试→包装。
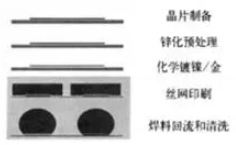
焊盘再分布
为了增加引线间距并满足倒装焊工艺的要求,需要对芯片的引线进行再分布。
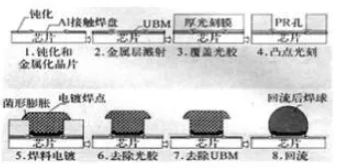
制作凸点
焊盘再分布完成之后,需要在芯片上的焊盘添加凸点,焊料凸点制作技术可采用电镀法、化学镀法、蒸发法、置球法和焊膏印刷法。目前仍以电镀法最为广泛,其次是焊膏印刷法。
倒装键合、下填充
在整个芯片键合表面按栅阵形状布置好焊料凸点后,芯片以倒扣方式安装在封装基板上,通过凸点与基板上的焊盘实现电气连接,取代了WB和TAB 在周边布置端子的连接方式。倒装键合完毕后,在芯片与基板间用环氧树脂进行填充,可以减少施加在凸点上的热应力和机械应力,比不进行填充的可靠性提高了1到2个数量级。
总结
系统级封装技术已经成为电子技术研究新热点和技术应用的主要方向之一,SIP封装工艺作为SIP封装技术的重要组成部分,值得从事相关技术行业的技术人员和学者进行研究和学习,引线键合和倒装焊作为系统级封装的两种工艺,各有其特点和优势,需要根据具体生产要求进行选择。
审核编辑:汤梓红
-
一文详解封装基板的制备工艺2026-01-27 1168
-
基于FFmpeg解封装WMV和M4V格式2026-01-21 886
-
一文详解封装缺陷分类2025-07-16 3005
-
一文详解干法刻蚀工艺2025-05-28 4997
-
一文详解2.5D封装工艺2025-02-08 8260
-
BiCMOS工艺制程技术简介2024-07-23 4745
-
一文详解pcb的msl等级2023-12-13 17092
-
一文详解pcb和smt的区别2023-10-08 6069
-
详解半导体封装测试工艺2023-05-31 2799
-
一文详解分立元件门电路2023-03-27 5168
-
一文详解封装互连技术2023-02-23 2724
-
一文详解精密封装技术2022-12-30 2734
-
半导体工艺几种工艺制程介绍2020-12-10 11398
-
IC封装工艺测试流程的详细资料详解2018-12-06 3340
全部0条评论

快来发表一下你的评论吧 !
