

微型片式元件立碑缺陷的机理、影响因素及解决措施
描述
摘要
0201、01005微型片式元件立碑是SMT焊接过程常见的工艺缺陷,特别是随着电子产品的微型化,立碑问题越来越突出,本文系统介绍了片式元件立碑的机理及主要影响因素,提出了通过设计、工艺、设备、管理的优化来系统解决立碑缺陷的主要措施。
前沿
电子产品的发展趋势是功能越来越多、重量越来越轻、价格越来越低、密度越来越高,对元器件的要求则是越来越微型化,这不仅表现在诸如BGA、CSP、QFP等封装形式的有源器件的尺寸减小、引脚间距变小,电容和电阻之类的分立元件的尺寸也在相应减小,电子产品发展趋势及对器件和PCB带来的新挑战。
由于智能手机等移动终端类产品的多功能化、高密度化发展趋势,使得手机内部的元器件贴装密度迅速增加,微型片式元件的使用量在加大。目前智能手机上MLCC、Chip-R、片式电感器的用量激增。
随着这些0402(1mm*0.5mm)、0201(0.6mm*0.3mm)甚至01005(0.4mm*0.2mm)微型封装元件使用的迅速增加,以及布局密度的不断提高,组装难度不断加大,使得微型片式元件组装所面临的加工缺陷成为电子组装中的主要挑战,而微型片式元件最常见的缺陷之一便是立碑。
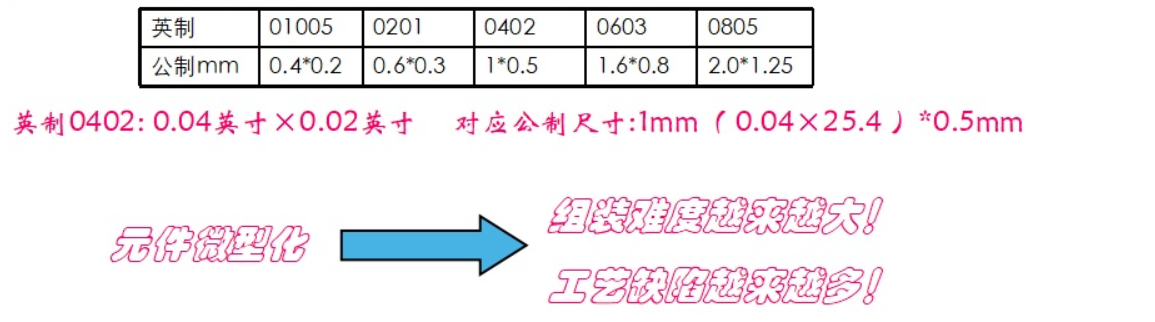
图 元件微型化趋势
立碑工艺缺陷的机理分析
立碑在电子制造行业内被称为"墓碑(tombstoning)、吊桥(drawbridging)、石柱(stonehenging)和曼哈顿(Manhattan)"现象,都是用来描述如图3所示的片式元件焊接工艺缺陷的形象说法,此类缺陷的典型特点就是元件的一端在回流焊过程中翘起一定角度。
在早期的SMT焊接过程中,立碑现象是与气相回流焊、红外回流焊工艺强相关的工艺缺陷。在气相回流焊接中,立碑的主要原因是由于元件升温过快,升温时没有一个均热的过程再达到焊膏融化,导致热容量有差异的元件两端的焊膏不是同时熔化的,所以器件两端的润湿力不平衡导致立碑现象发生。
对红外回流焊接来说,焊盘、焊膏、焊端颜色的差异都会导致吸收热量的不同,从而引起两端焊膏不同时融化造成的器件两端润湿力不平衡则引起立碑。
随着片式元件焊端质量的提高、热风回流焊的广泛使用以及对回流曲线的优化研究,立碑现象逐渐减少,已经不是SMT组装过程中的一个重要问题了。
但是,近年随着电子元件微型化,特别是移动终端类产品中0402、0201、01005封装器件的大量使用,立碑缺陷又成为SMT工艺的一个主要缺陷,对产品的加工质量、直通率、返修成本都产生了很大的影响。
从机理上来分析,立碑缺陷产生的本质原因是器件两端的润湿力不平衡,当一端的润湿力产生的转动力矩超过了另一端润湿力及器件重力联合作用的力矩时,在转动力矩的作用下把元件一端提升起来了,元件的受力过程如图4所示。
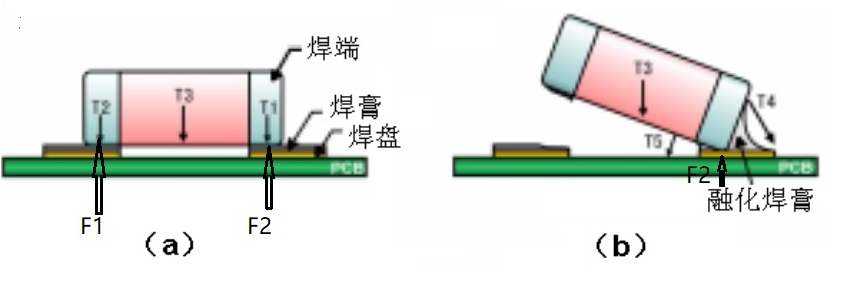
图 立碑现象的力学分析
图a为元件贴片后、回流焊前的器件受力状态,图4b为回流焊接中立碑时器件的受力状态,贴片后、回流焊接前器件受元件两端的粘结力、支持力F1、F2及重力的作用,焊接过程立碑发生时器件在拉起端的粘结力T2、器件重力T3及融化端的润湿力T4、T5综合作用下产生翻转,此时T4对焊端支撑点产生的力矩大于T2+T3+T5对焊端支撑点产生的力矩之和,即:
M(T4)>M(T2)+M(T3)+M(T5) (1)
由图可知,元器件越小,重量越轻,就越容易产生立碑现象。
图中各个参数的意义:
T1、T2 元件焊端的粘结力
F1、F2 元件焊端受到的支持力M
(T2) 元件焊端的粘结力T2产生的力矩
T3 元件的重力
M(T3) 元件的重力T3产生的力矩
T4 元件端部的润湿力
M(T4) 元件端部的润湿力T4产生的力矩
T5 元件焊端底部的润湿力
M(T5) 元件焊端底部的润湿力
T5产生的力矩
影响片式元件立碑的因素
焊盘设计对立碑缺陷形成的影响
元件的焊盘尺寸越大,熔融焊料的表面积越大,对焊端产生的润湿力也越大,对立碑产生的影响也越显著。IPC标准对焊盘尺寸的设计有推荐的建议,但是同一类型的器件各个厂家的尺寸存在差异。
如图所示,对立碑现象影响最大的两个焊盘尺寸是W与S,W大于S时端部润湿力产生的力矩比W小于S时产生力矩小,立碑发生的机率就小。因此在设计阶段要关注焊盘的尺寸,综合器件的尺寸得到合理的焊盘设计,从而有效减少立碑的发生。
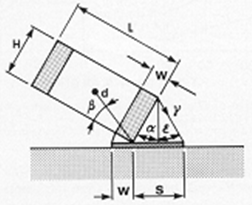
图 影响立碑的焊盘尺寸
焊膏印刷对立碑缺陷形成的影响
当焊膏印刷出现偏差,焊膏没有准确地印刷在焊盘上,如图6所示,上部焊盘的锡膏印刷出现了偏位,贴片后器件端子没有与焊膏良好接触,在回流炉中进行回流焊接时,焊膏就不会向元件焊端爬锡,器件的两端一边有润湿力而另一端没有润湿力,就会出现严重的力矩不平衡,没有与焊膏接触的一端被拉起来而出现立碑。
图所示是比较严重的印刷不良,有时是由于印刷效果不好,导致焊盘两端的焊膏量差异比较大,这时在回流焊接时两端的润湿力也会有较大的差异,当差异达到一定程度就会导致立碑的发生。
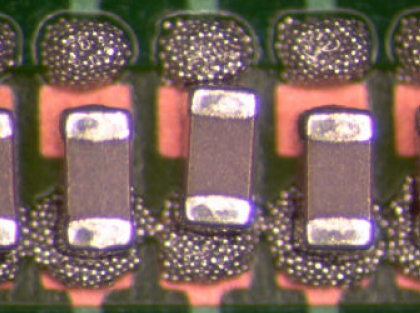
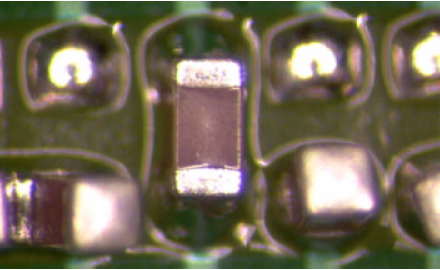
图 焊膏印刷偏位导致元件立碑
贴片精度对立碑缺陷形成的影响
如果贴片机的贴片精度差,贴装过程中元件端相对于焊盘有较大的偏位,元件两端与锡膏接触面积不同,焊膏融化时元件两端的润湿力不平衡,导致立碑发生。
更为严重时元件贴放偏位较大,元件一端与锡膏未接触上,回流焊接时,元件两端润湿力严重不平衡,导致立碑出现。因此对于微型片式元件,贴片精度必须保证,特别是随着0201、01005器件的大量使用,越小的器件对各类误差越敏感。
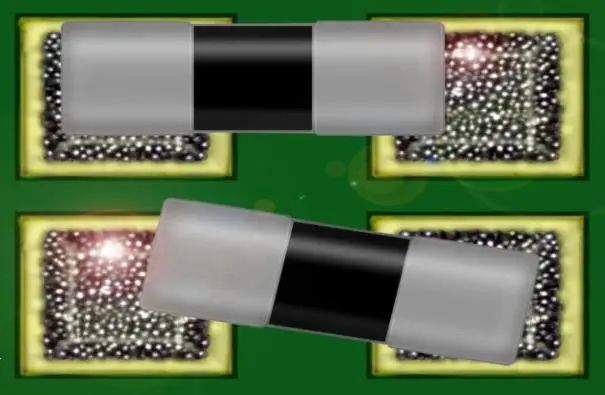
图 元件贴放偏位对立碑缺陷的影响
回流温度曲线对立碑缺陷形成的影响
回流焊接温度曲线对立碑的产生也有较大的影响,如果温度曲线设置不当,比如升温速率过快、预热时间过短等,这就会在回流时造成器件两端存在较大的温差,严重时器件一端的焊膏已经融化了,而另一端还没有融化,这时由于两端润湿力的不平衡会导致器件立碑。
图所示就是因为两端焊膏的温度有较大差异,焊料没有同时融化而出现润湿力不平衡引起的立碑的示意图。
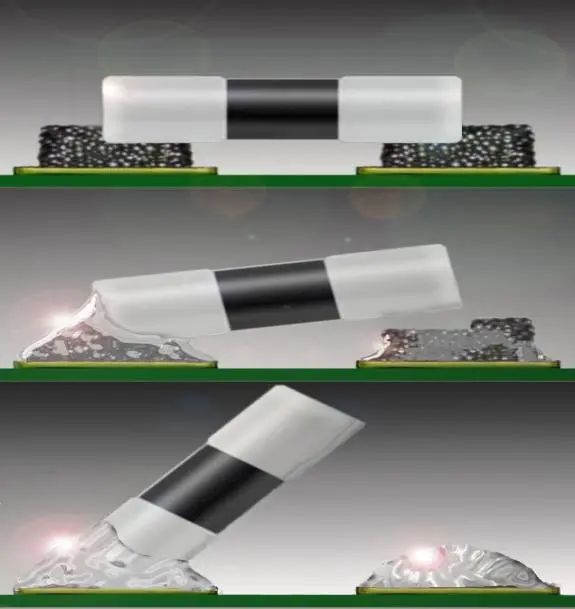
图 回流温度曲线设置不合理导致立碑
材料可焊性对立碑缺陷形成的影响
器件焊端的可焊性不一致,比如一端可焊性好,一端可焊性差,当回流焊接时,融化的焊料对可焊性差的焊端的润湿力就会小于可焊性好的焊端,这样两端就会出现较大的力不平衡,导致立碑发生。
如果PCB焊盘的一端可焊性差,而另一端可焊性良好,当回流焊接时,对于可焊性差的一端,融化的焊料就会被器件焊端吸走,这样可焊性差的一端的焊盘对器件的润湿力就很小,而可焊性良好的一端焊盘对器件的润湿力就会较大,此时依然会由于润湿力的不平衡而出现立碑。图9所示为片式元件焊端存在可焊性差异,造成的立碑缺陷。
立碑工艺缺陷的解决措施
立碑缺陷是一种可以防止的工艺缺陷,分析它的形成机理,总结根本原因和影响因素,通过工艺设计、质量控制、工艺调制、设备改进可以减少立碑的发生,提高组装过程的直通率、降低缺陷率、减少返修,从而提高电子产品的质量与可靠性。
当我们对立碑缺陷的机理有了充分的认识后,可以梳理出造成立碑的主要原因图所示:
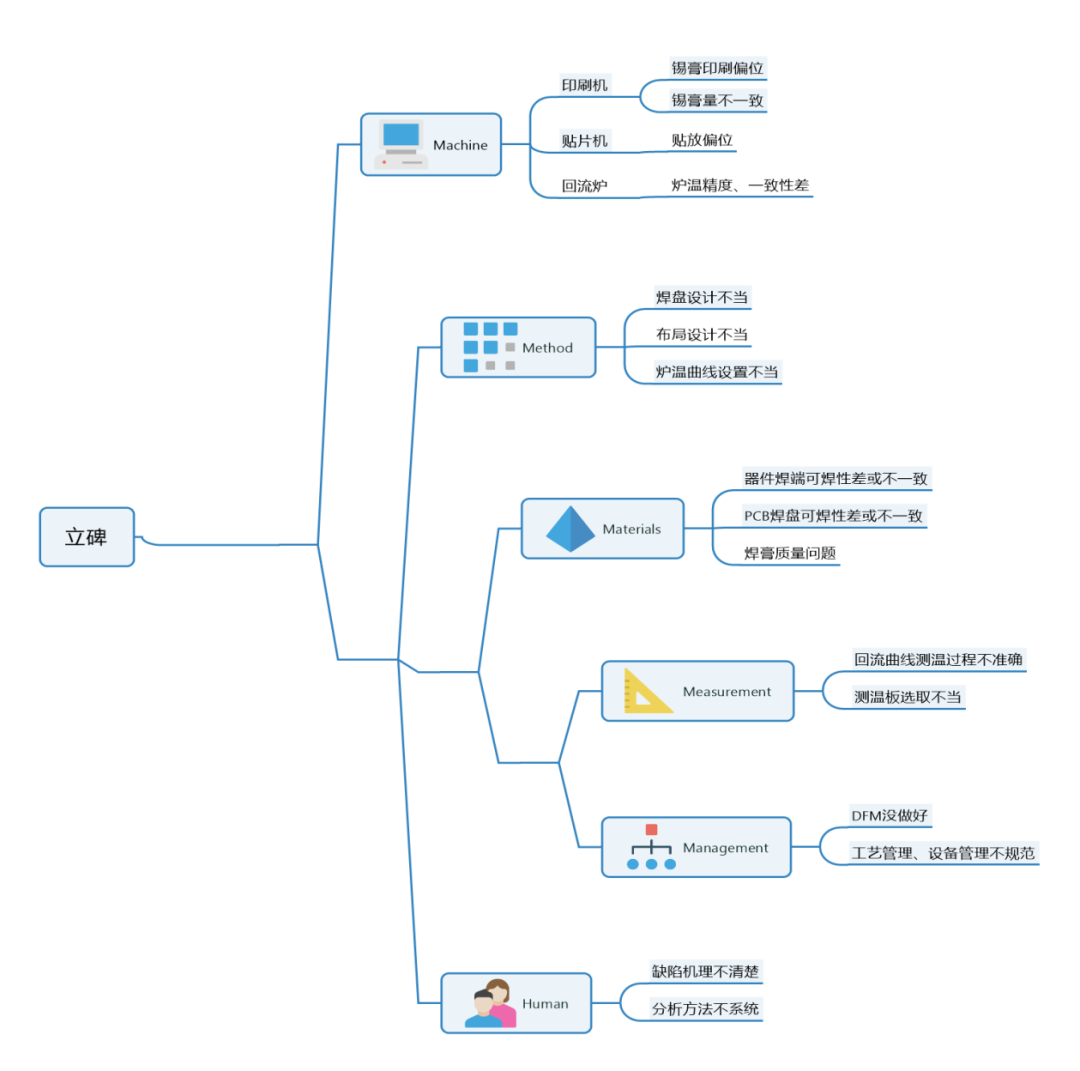
图 造成片式元件立碑缺陷的主要影响因素
对应机理分析和主要原因,我们就可以整理出防止立碑发生的常见措施:
提高DFM设计水平,特别是焊盘设计要合理:焊盘超出片式元件端子的延伸部分要适当,不能过大;焊盘的宽度要合适,超出器件宽度的焊盘,在回流融化时会使器件飘移,出现立碑的机率会增大;
保证锡膏印刷位置精度要求和两端焊膏量的一致;
保证元件贴放位置精度要求;
回流曲线设置合理:适当的升温速率与预热时间,避免过快的升温速率和较短的预热时间;
保证材料的良好可焊性:元件焊端和PCB焊盘以及焊膏都要具有良好的可焊性。
误差控制:包括器件焊端的尺寸误差、PCB焊盘的尺寸误差,越小的器件对误差越敏感。
总结
随着040、0201、01005等微型片式元件在电子产品中的广泛应用,立碑缺陷的分析与解决成为困扰SMT工程师的一个主要问题。
本文从微型片式元件立碑缺陷形成的机理分析入手,通过对影响立碑的各种因素的分析,提出了解决立碑缺陷的各种措施,对于解决SMT组装过程中片式元件的立碑这种工艺缺陷的有一定的指导意义。
作者介绍
王文利 博士、博士后、教授,西安电子科技大学电子可靠性(深圳)研究中心主任,雅时国际商讯顾问。
审核编辑:汤梓红
-
几种SMT焊接缺陷及其解决措施2009-11-24 3525
-
片式元件新宠——超微型超高精度微波MLCC2012-11-08 2846
-
SMT焊接常见缺陷原因及对策分析2013-11-05 1967
-
0201元件装配良率和元件方向之间的关系2018-09-04 1608
-
SMT焊接常见缺陷原因和对策分析2018-11-22 1755
-
请问如何防止SMT回流过程中的立碑和开放缺陷?2021-03-22 8485
-
SMT线“立碑”的出现和在线修复2021-07-29 1476
-
PCB Layout时如何避免立碑缺陷呢?2023-04-18 1498
-
回流焊接后元件直立产生的原因及处理方法2020-04-03 6258
-
回流焊元件立碑形成原因以及预防措施2020-04-14 3472
-
片式元器件立碑现象该如何有效解决2020-12-29 3101
-
怎样避免SMT造成的立碑失效2022-02-10 4205
-
PCB上的立碑不良缺陷2021-01-22 2218
-
pcb立碑什么意思 如何防止pcb立碑现象发生2023-08-08 3652
-
SMT贴片加工中立碑现象的产生原因2024-01-25 2439
全部0条评论

快来发表一下你的评论吧 !
