

QFN封装焊点出现重熔现象原因讨论
描述
正文
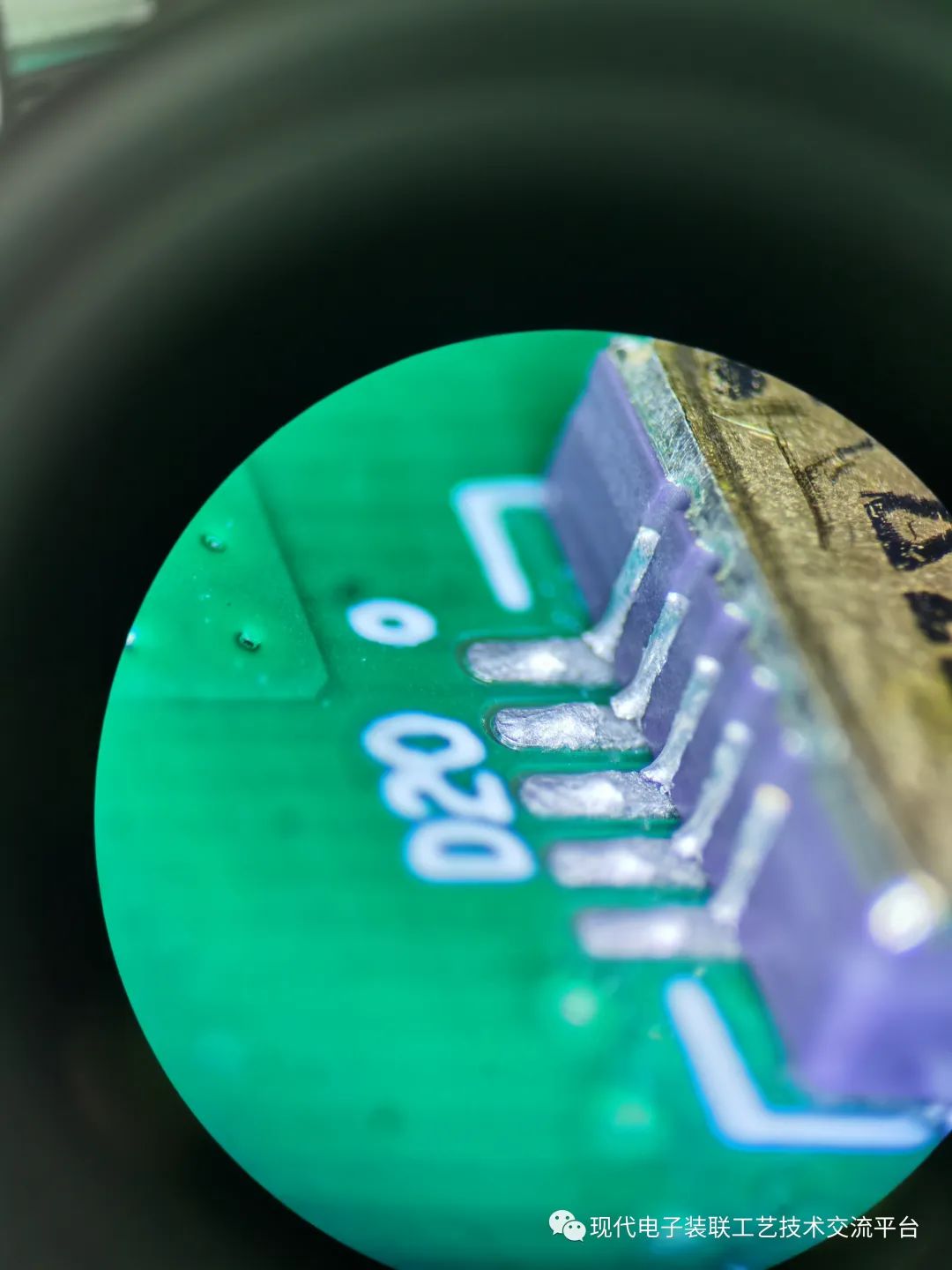
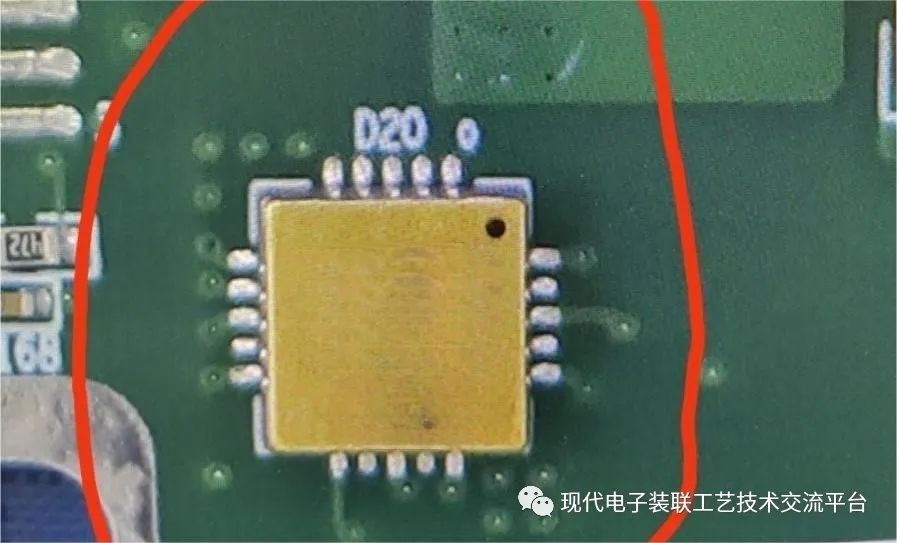
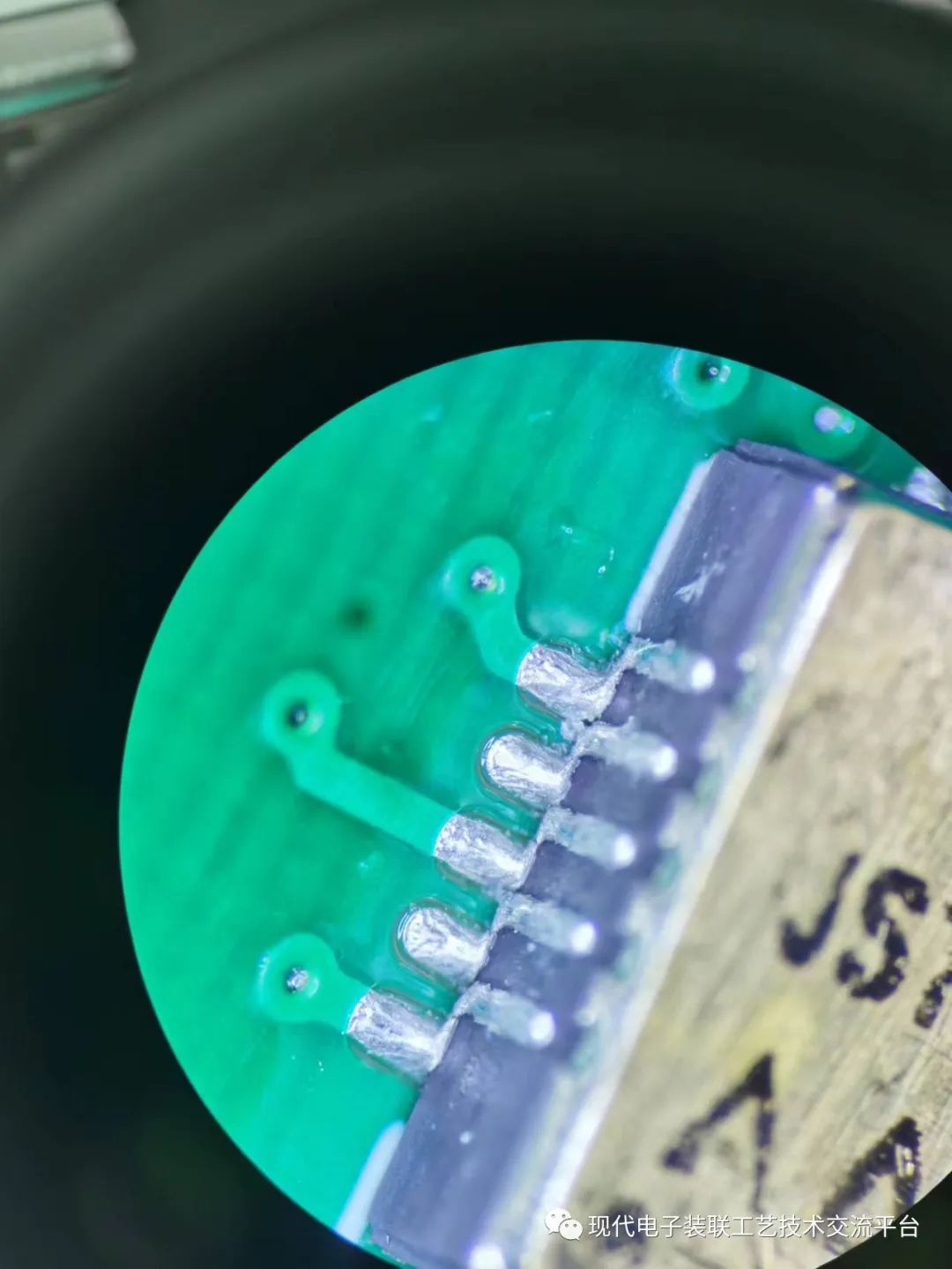
问:请教一下各位老师,我们使用一款74401电源芯片,QFN封装,出厂时器件完好,交付一段时间后出现了偏移,能否帮忙判断一下,这种是冲击造成的撕裂,还是蠕变形成的撕裂吗,另外焊点形貌能否看出有无返修重融过呢?

小喵: 明显重融状态
问:@小喵 重融的话,开裂的焊点处会这么尖锐吗?
陈银: 应该是冲击造成的
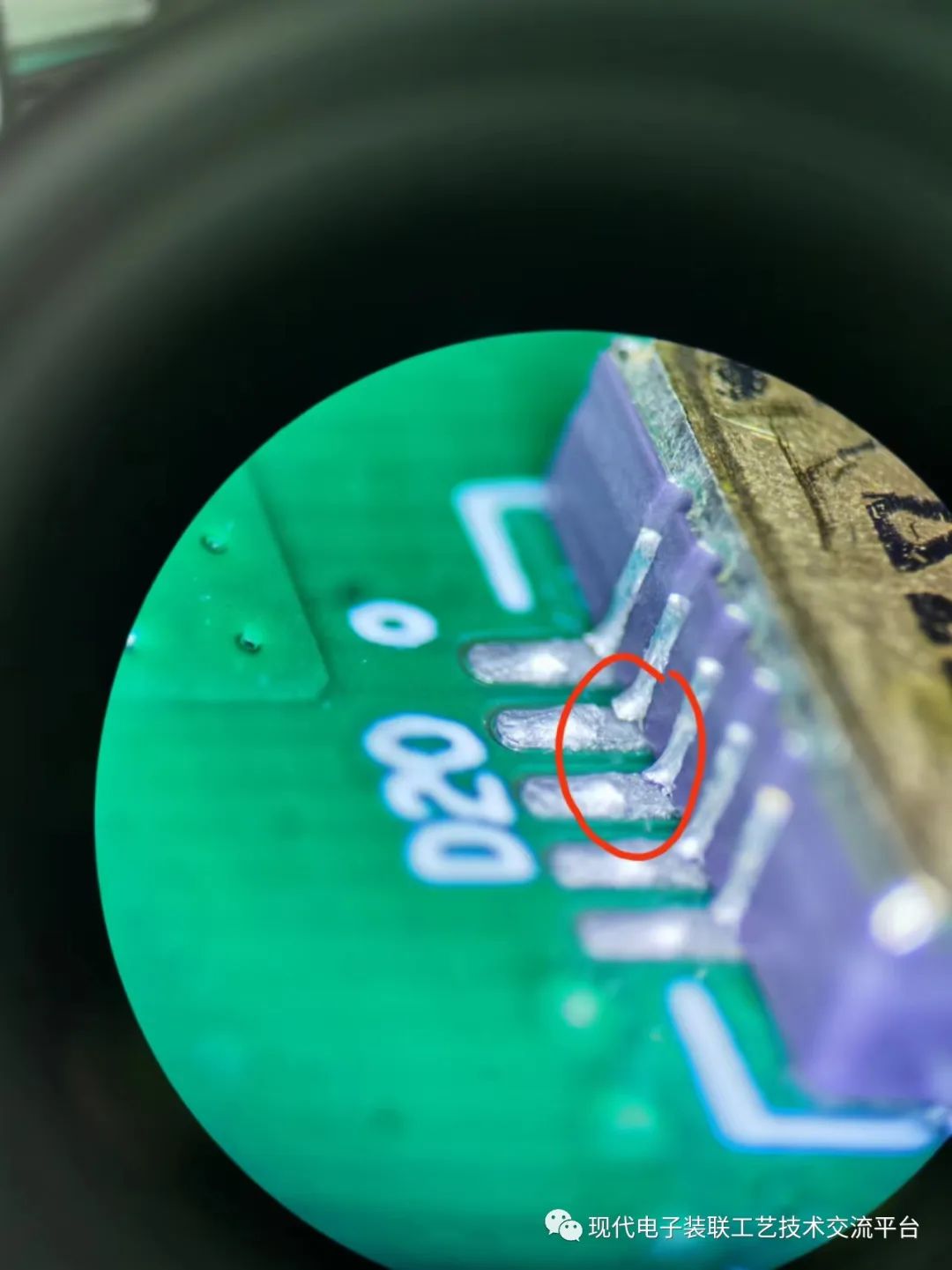
芝士就是力量: 怎么焊盘一边长,一遍短
问:@芝士就是力量 器件偏移了,所以一边焊盘露出的长,一边焊盘露出的短,从侧面(第一张图)能很明显的看出偏移
春暖花开: 如果电路板涂覆的话,可以用蓝光看下涂覆层。如果重新焊接的话涂覆层会有断层。
问:@春暖花开 我们的三防漆无荧光
郝建:@问 只有这个器件没点胶加固?
问:不止,大部分器件点胶加固了,这个器件比较小,就没有点胶
郝建: 看看其它没点胶器件,有没有一样的现象?
问:没有偏移的情况,这个器件比较诡异的是:
1.偏移这么严重,而且焊点裂开了,但是目前加电还是正常的
2.这个器件上方有个盖板,盖板对应位置有个散热凸台,凸台高度没设计好,凸台直接顶到器件本体,干涉深度大约0.1mm。在这个电路板对称的另一边有个一模一样的器件,它的凸台的干涉深度约0.15mm,但是这个器件就没有任何偏移,焊点也良好无异常
刘海光: 大致要说一下器件的工作温度、有无TCT和振动跌落试验过、服役时间啥的。主板上还有子板模块,焊料都缺损了、遭罪不小呢
问@刘海光 这个产品工作环境温度-40~+60,具体工作起来芯片大约70-80℃。有振动,没跌落,振动量级6.06随机振动,服役时间八个月时间。
目前这个芯片单独加电还能正常工作,所以我们推测器件底部焊料仍有连接,没完全断裂
另外,这个器件是散热元器件,顶部有盖板凸台与器件接触用于散热,但是凸台高度偏高,经测量,凸台结构件对器件有挤压,干涉深度约0.1mm。这个电路板上的另一边对称的位置有一颗一模一样的芯片,凸台干涉深度0.15mm,但是没有出现偏移,焊点外观良好,不知道这个对该器件的偏移有无影响
芝士就是力量:@问 你有出厂时的多媒体记录没。个人感觉,偏移的那一侧焊锡是熔融状态挤出来的鼓包吧。工作或者环境温度能到这么高吗?蠕变能到这个程度吗?
问@芝士就是力量 该产品没有查到返修记录,但是我们还是不确定,这个现象会不会和焊点重融有关
郝建: 是无铅锡膏?
问:@郝建 用的阿尔法的有铅焊料
郝建:正常焊接后的颜色,应该比这个亮
刘海光: 要看哪个环境了、天上飞的水中游的还是陆上跑的?所有器件焊接方式?什么器件都靠414糊、要用有触变的啊
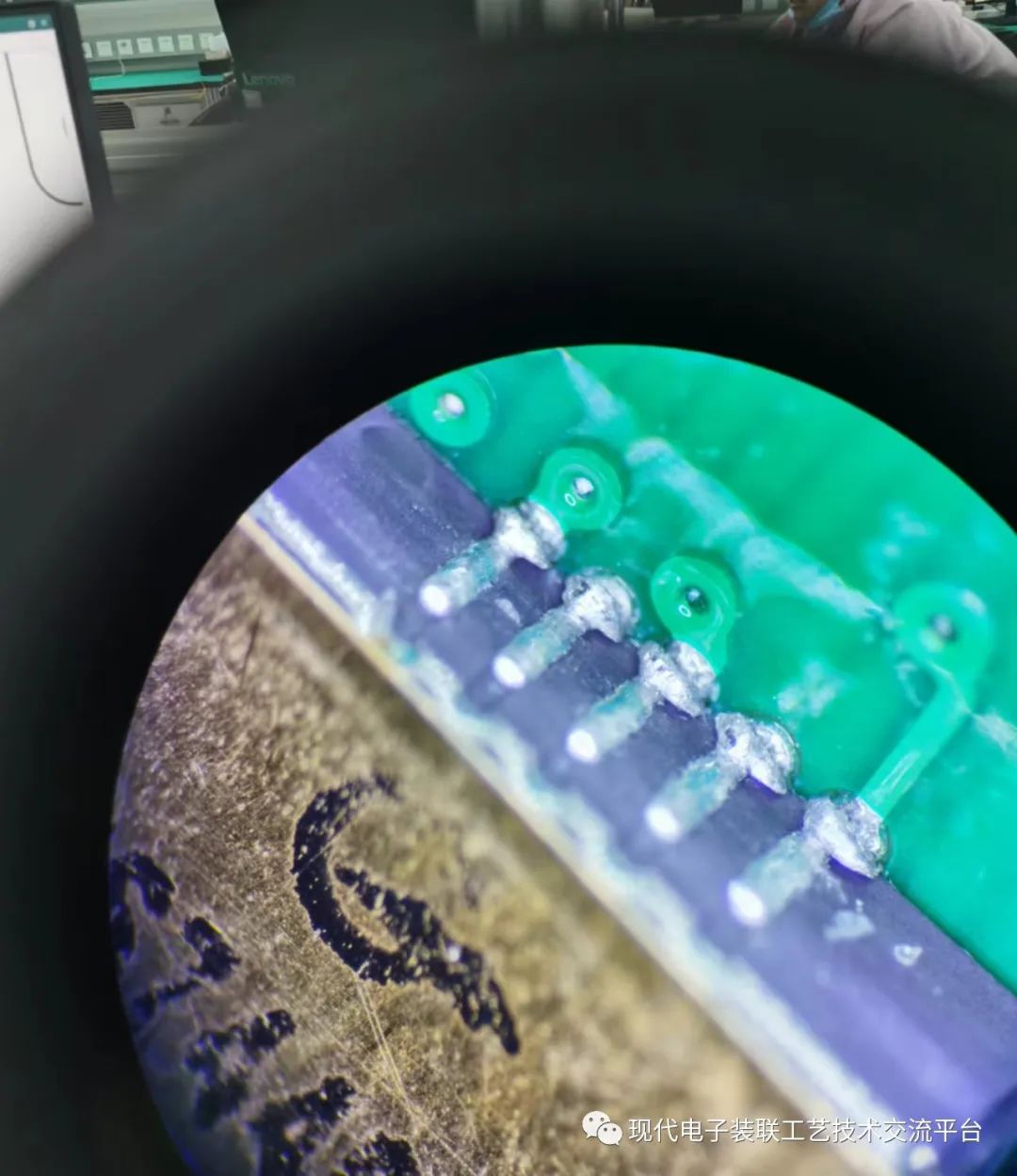
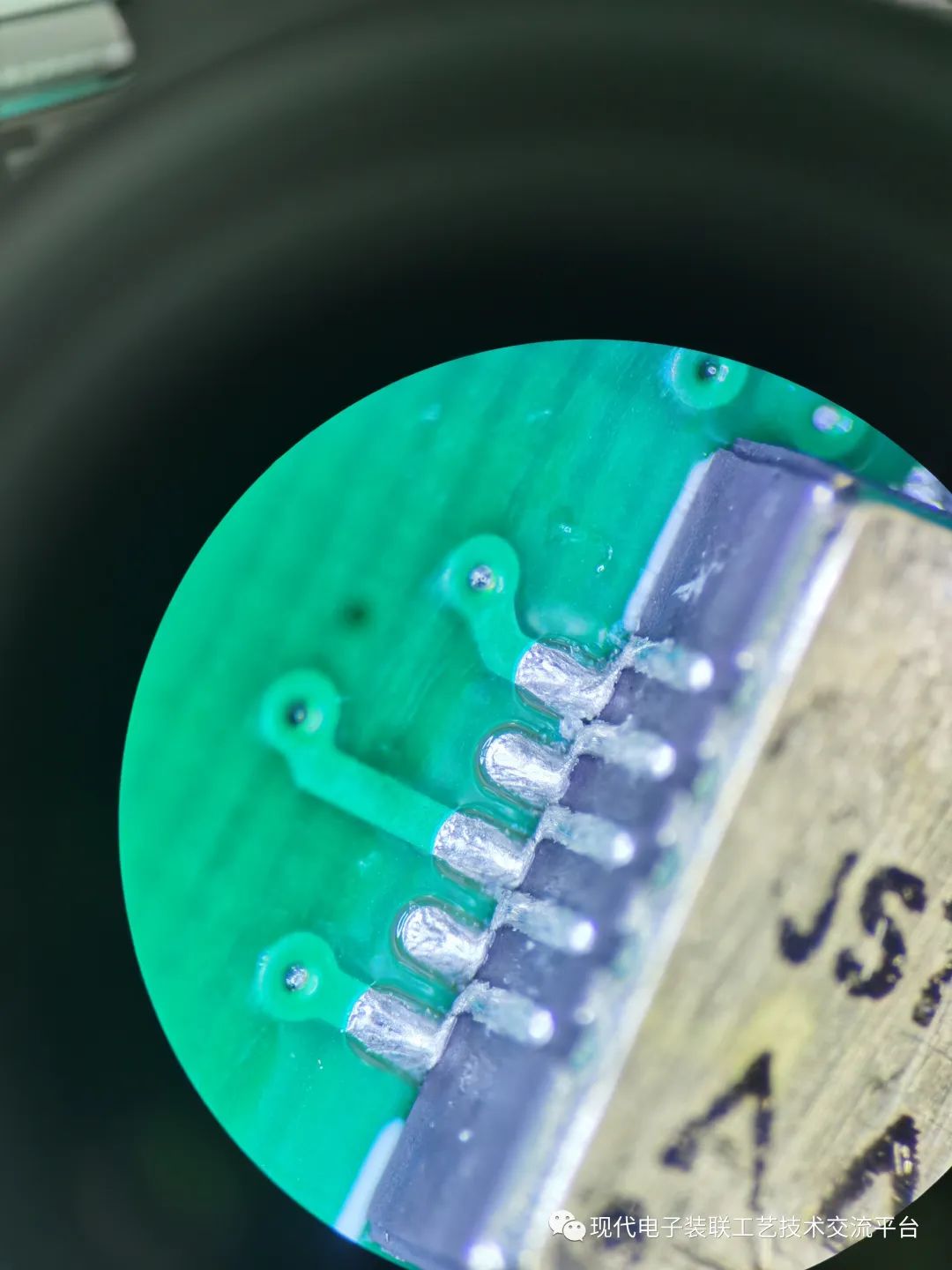
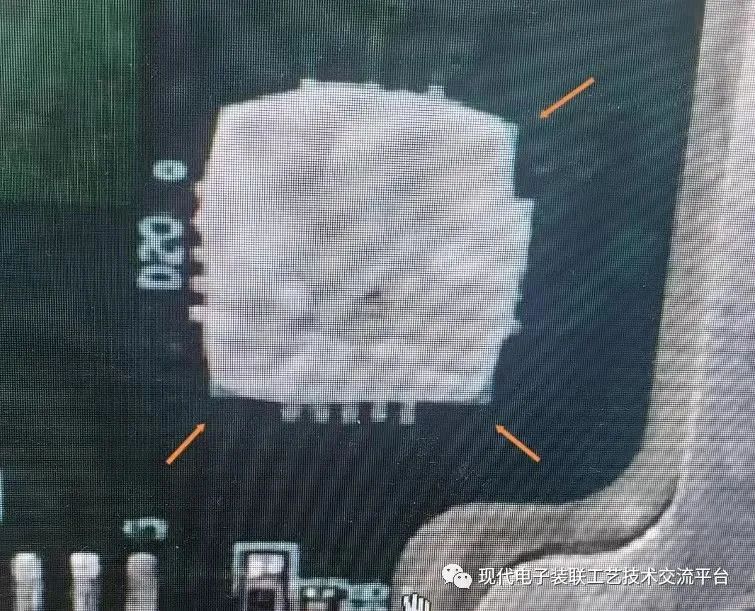
问:这是刚出厂时的照片,相机不是位于该器件(D20)正上方拍的,但是能看到器件底部基本是紧贴丝印框,位于丝印正中央,这是现在的照片,可以看到器件底部已经不再紧贴丝印框,整体向下偏移了。补充一个侧面和开裂面的照片

问: @* @芝士就是力量 各位老师,我大概把前后情况和照片整理了一下,目前找不到原因,也不确定这种形貌是如何产生的,我们也是第一次遇到,还望各位老师指教
芝士就是力量: 熔融状态动过,还有拉尖
问: 出厂照片是相机先拍,手机对着屏幕再拍的,可能有点失真,但当时检验的时候还好,没有发污发暗的情况
肖龙: 这看着像是重融了
芝士就是力量: 是的,至少是在熔融状态下偏移的。
问: 这里比较尖锐,感觉焊点重融的话,这个形貌是不是应该不会出现啊
芝士就是力量: 你可以试下手工焊一个电阻,在焊锡快固化的时候碰到电阻,焊点出现拉尖,断裂这种情况。个人推测,那个不是最终状态吧?出厂的照片没三防和点胶吗?
问: @芝士就是力量 三防点胶的时候,器件表面涂了导热脂,照片上溢出的部分盖住了焊点,看不出有没有偏移了
刘海光: 要测焊点温度、有个合金热强度的问题、不可能重熔、其它诱导因素不明需要当事人用数据说话。焊点热疲劳引起焊点热强度下降、多半是这个过程,下面金属背板?
问: @刘海光 电路板厚3mm,CEPGC-34F板材,类似FR4,下面的金属是壳体,板子装在金属壳体里的
刘海光: 3mm厚得考虑CTE z (Tg2)的影响程度了,电源在工艺过程同样有热管理问题
问: 就是说板子受热膨胀,也会产生造成偏移的这个外力?
刘海光: 厚板两面印焊膏、第二面会有网孔偏移现象、这说明CTE xy是归不了位的、再说厚板散热也慢、焊点冷却段把控不当组织粗大也是热应力和热疲劳的诱因。焊点外形不好、很多在TCT过程就裂了。你那个垂直界面交汇也是个问题、两界面的截面看上去不匹配
刘海光: 这个器件手工焊接或搪过锡了?
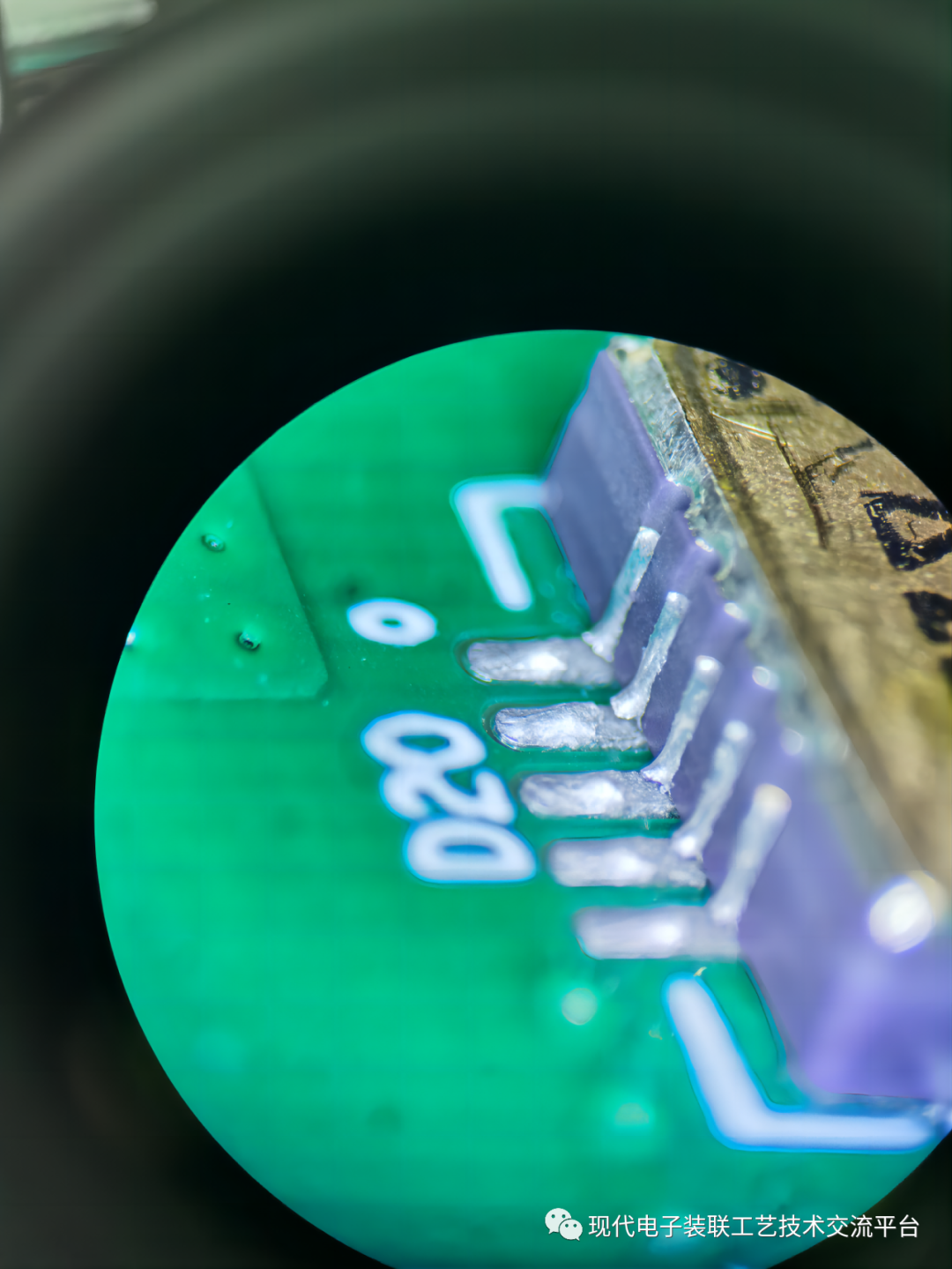
问:这个是气相焊接的,但是焊接完成后,我们手工对四周加锡复焊。是想增加一些爬锡高度
刘海光: 城堡没必要爬那么高、把正常形态搞坏了、重点底部焊料厚度要保证、再就是垂直交汇区熔融合金张力自然平衡。堆高焊点往往弊大于利,边角加固用胶同样需要有体积限制,不是底部填充胶种是禁止进入器件底部的,除非一些特殊措施。
问: 这点如何理解
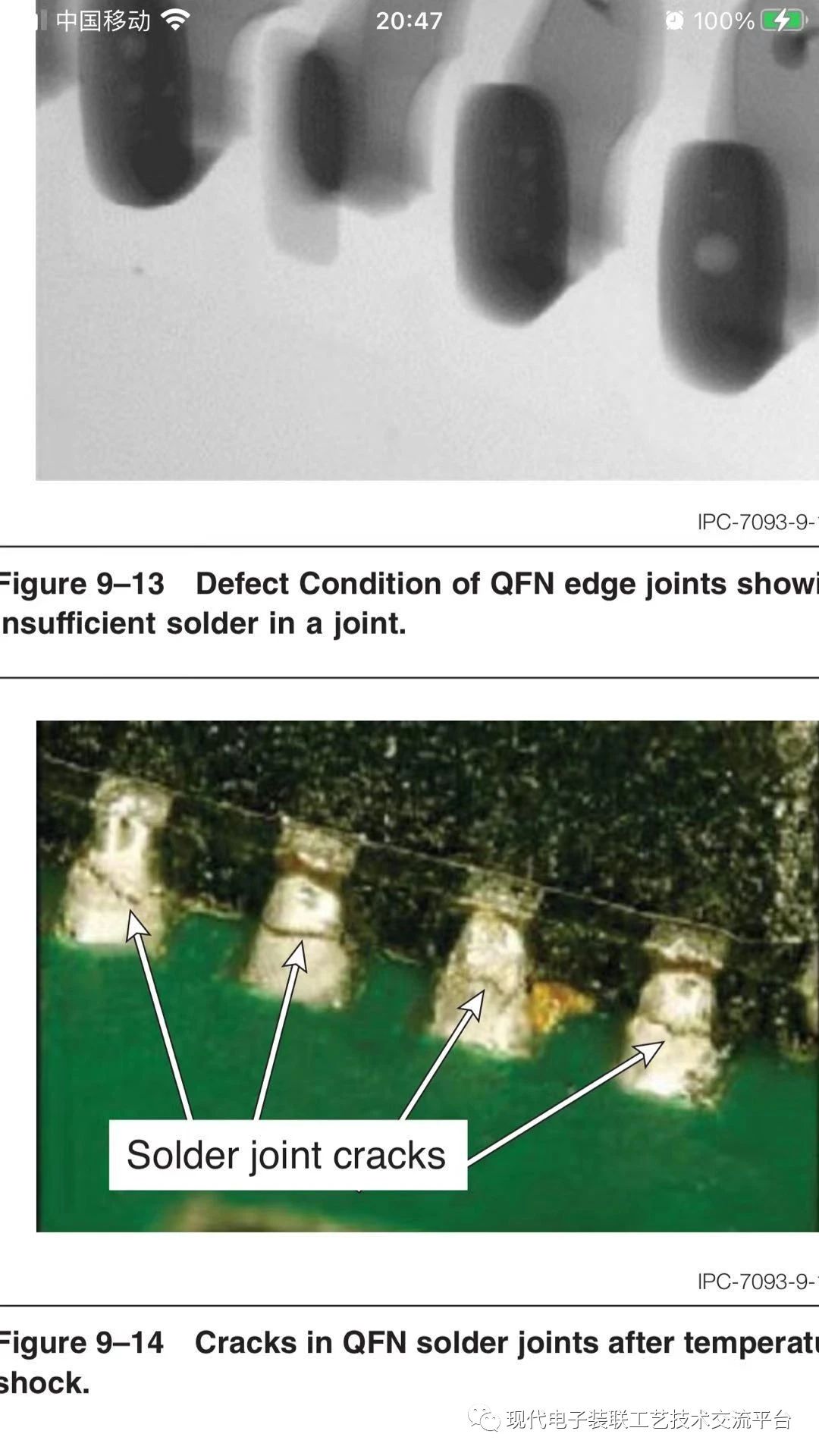
刘海光: 陶瓷器件、底部无焊点支撑、边角焊点很容易被过分加载了。可以参考IPC-7093、BTC类器件有图示说明。有些通过切片的焊点组织纹理也可说明。既然焊点被重熔、温度和时间就需要足够、看来这里有问题了。
问: 好的,谢谢各位老师的分析
审核编辑:汤梓红
-
11 BGA封装激光重熔钎料凸点制作技术2018-11-23 2976
-
BGA焊点虚焊原因及改进措施2020-12-25 6764
-
QFN焊点的检测与返修2010-03-04 3029
-
qfn封装怎么焊接_qfn封装焊接教程2018-01-10 103464
-
qfn封装形态封装尺寸图_qfn封装的特点2018-01-11 136126
-
QFN封装元件的焊点故障检修2019-08-12 10043
-
SMT贴片加工中造成焊点剥离的原因及解决方法2020-06-17 5114
-
对于SMT贴片加工焊点剥离现象的简单分析2020-08-04 1644
-
为什么SMT贴片中会出现焊点光泽度不足现象?2023-03-09 1361
-
SMT出现焊点剥离现象的原因分析2023-05-26 1990
-
SMT贴片加工出现炸锡现象怎么办?2023-06-05 3226
-
关于焊点产生空洞的原因有哪些?2023-07-27 4422
-
SMT加工过程中出现焊点不圆润现象的原因有哪些?2023-12-13 1578
-
焊接时出现炸锡现象的原因有哪些?2024-03-15 4408
-
QFN封装中焊点形成的过程2024-11-30 1264
全部0条评论

快来发表一下你的评论吧 !
