

弯曲时请小心:为什么不应该利用元件脚端弯曲这个捷径
电子说
描述
许多设计中都需要半导体脚端弯曲。本博客讨论为实现可靠结果需要避免的错误和遵守的建议。
我们在实验室做过实验,一个穿孔功率晶体管需要脚端弯曲以插入试验电路板,而我们使用钳子来实现弯曲。我们及时重新连接了ESD腕带,紧盯钳角,然后进行弯曲。弯曲后的奇怪交错间距导致无法插入,所以我们将针脚弄直,然后重试。这次,我们用钳子夹住针脚,利用一个“经过校准”的拇指位置来掰弯针脚。这次看起来好一些,但是之后,一个针脚掉了下来,因为金属不是能实现零弯曲半径的材料,尤其是第二次弯曲。您可能在想,圆头钳不也是金属做的吗?
老一辈人都知道如何利用原型获得可行的结果,但是在生产环境中,脚端弯曲需要更好的控制。否则,结果可能是针脚断裂、电镀层剥离或器件成形损坏,从而允许水分进入以及在使用中最终出现故障。
但是,如今,所有部分都一定要采用表面贴装方式吗?如果都采用表面贴装,也许会很好,但是TO式针脚封装不会立即消失,尤其是在大功率产品中。无论如何,工程师都喜欢使用螺丝刀、刀和100W焊铁来修改昂贵的承压部件。为什么要修改?因为它们不能用,也许是因为形状不合适。这时,人们又会突然联想到“鸡和蛋”的问题。
有些设计师会两边下注,使用TO封装并让针脚变成“鸥翼”形或C形,以便能两全其美:让螺丝连接的散热片和表面贴装的端子都能恰当连接(图1)。这样做会有将走线从板上撕下来的风险,不过在正常运行时温度会不断变化,不同材料随着温度变化会有不同程度的膨胀,而这也会造成移动。
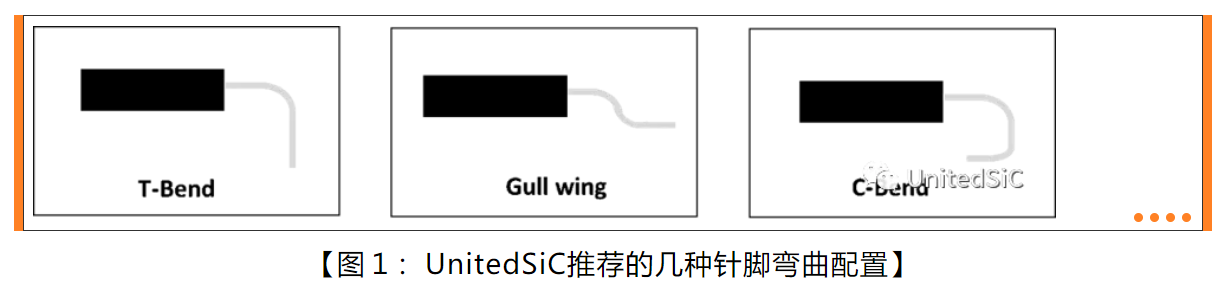
【图1:UnitedSiC推荐的几种针脚弯曲配置】
针脚弯曲可以消除应力,但是有意将铜针脚设计成可以持续弯曲的想法并不具有吸引力,而且消除多少应力合适?即使使用适合JEDEC的封装,针脚基料的厚度也可能有+/-20%的变化,而典型的锡镀层厚度在300至1200微英寸之间,因此硬度会有显著不同。无论如何,铜都是硬金属,在用于器件针脚时,必须制成铜合金并回火至半硬状态。其实,我很好奇“半硬”的容差是多?
之后,还有用作表面贴装类型的针脚器件的回流温度和缺乏潮湿敏感度(MSL)额定值问题。在实践中,针脚最终可能会被手动焊接,以应对这些问题,而这有点与我们的初衷相违背。
有几个原则可以指导如何弯曲端脚而不损坏器件本身。有几件事绝不可为,针脚绝不可横向弯曲(见图2),而应当始终夹紧,以便弯曲处不会紧贴元件。

【图2:横向弯曲可能造成损坏】
建议夹子不要接触封装的塑料材料,且避免磨损镀层或让裸铜外露,不过弯曲所用工具的表面将不可避免地至少会让镀层表面“外露”。必须考虑任何内置压铆螺母柱和最小弯曲半径,然后指定弯曲处离器件体的距离,该半径通常以针脚宽度或厚度的倍数表示。弯曲所用的工具和工作场所需要清洁并有合适的ESD保护。
UnitedSiC [1] 以各种有针脚的形式(TO-220、TO-247(三针脚和四针脚)、TO-264等)销售宽带隙半导体器件。它们都有一个有用的应用注释AN0021:“穿孔针脚弯曲”[2],它总结了弯曲器件针脚时的易犯错误和建议,可帮助您可靠地弯曲成角,而不是弄断针脚。
-
CTO到底应不应该写代码?听听硅谷大神们怎么说2016-08-29 6240
-
了解石英晶振及其弯曲导脚时的方法2013-12-26 3361
-
导脚型石英晶振的弯曲注意事项2014-03-14 2444
-
大神帮我看一下这个LM567选频电路,八脚平时不应该是输出高电平吗?为什么我这个输出的是一个方波?2017-04-26 7031
-
什么是弯曲PCB?弯曲PCB分为哪几种类型?2021-04-20 2734
-
梁的弯曲、弯曲变形的概念、梁的弯曲内力2009-03-15 734
-
直梁的弯曲介绍2009-04-07 756
-
弯曲工艺与弯曲模设计2009-10-17 610
-
基于平均曲率的布料模拟弯曲模型2017-12-21 760
-
马化腾:不需要的用户数据,企业不应该索取2019-03-05 4125
-
如何选择耐弯曲电缆?2020-05-12 2106
-
机器人电缆不应该是事后的想法2023-01-05 1356
-
小心弯曲:为什么不应通过元件脚端弯曲来走捷径2023-05-10 1260
-
光纤弯曲损耗的大小与哪些因素有关 光纤为什么不能过度弯曲2023-11-28 4587
-
光纤弯曲对衰减有多大影响2024-03-25 2837
全部0条评论

快来发表一下你的评论吧 !
