

功率模块中的激光焊接技术简介
描述
功率模块中的激光焊接技术
简介
随着我国新能源行业的迅猛发展,功率模块作为新能源汽车的能量转换的重要装置,其重要性不言而喻,并且功率模块也在朝着耐高压、耐大电流、高功率密度和高可靠性的方向发展。因此,推出一种最新的一体化逆变砖技术,具有更高的功率密度,更高的可靠性。
一体化逆变砖技术
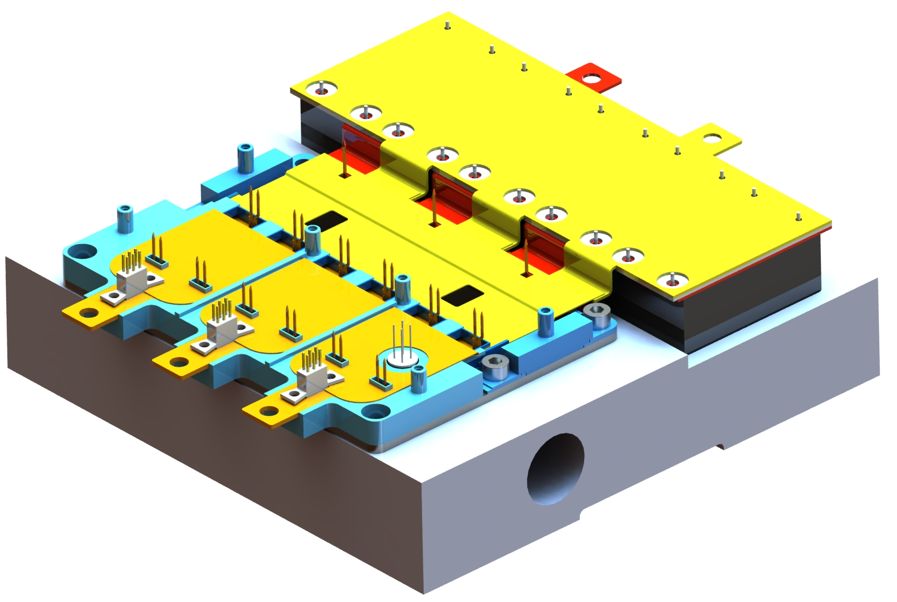
功率模块生产中运用了一种新型连接技术——激光焊接技术。激光焊接是利用高能量密度的激光将焊接件熔化并结合的技术,相比于传统焊接技术,激光焊接技术具有能量密度高、加热区域小、焊缝深宽比大、热影响区窄、变形小、生产效率高、控制灵活等优势,但是,需要把控激光焊接过程中的温度,以免对模块产生影响;需要保障连接处质量,能够抵抗外部随机激励的干扰。
模块中的激光焊接

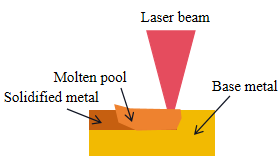
热传导焊和深熔焊
激光焊接按照功率密度大小分为热传导焊和深熔焊。当激光功率密度在104-106W/cm2范围内时,金属表面开始熔化,称为热传导型焊接,适用于薄的焊接件。当激光功率密度超过106W/cm2时,金属表面温度达到沸点,并且在气化压力的作用下,熔池凹陷形成小孔,称为深熔焊接,适用于较厚的焊接件。其中功率模块中的铜排厚度薄一般小于1mm,所需的功率密度低,采用热传导焊技术。
激光热传导焊
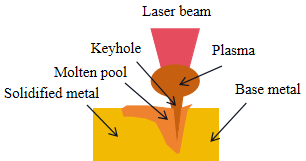
激光深熔焊
激光焊接的工艺影响因素
01激光功率密度
在脉冲激光焊中,功率密度表示单位面积内的激光功率,主要影响焊件的升温速度,功率密度越大,焊件升温速度越快,但是功率密度不能太高,可能会导致焊件被烧穿。
02脉冲能量、脉冲宽度
脉冲激光焊接中,脉冲能量越大,焊件温度提升越快,焊件的熔化量越多。脉冲宽度表示的是一个激光脉冲时间,脉冲宽度的大小主要影响焊件的加热时间,从而影响焊缝的深度。
03焊接速度
脉冲激光焊接中,焊接速度的大小影响单位时间内激光输入的能量,相同功率密度条件下,焊接速度快的焊件能量小,焊缝熔深小,所以适当降低焊接速度可以扩大熔深。
04离焦量
离焦量是指焊接件表面离激光焦点之间的距离,在其他相同条件下,一般离焦量越大焊接熔深越小。
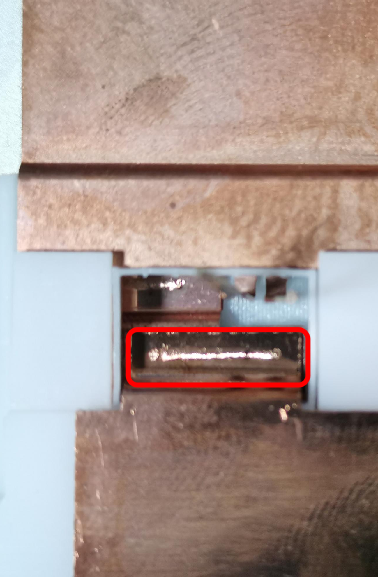
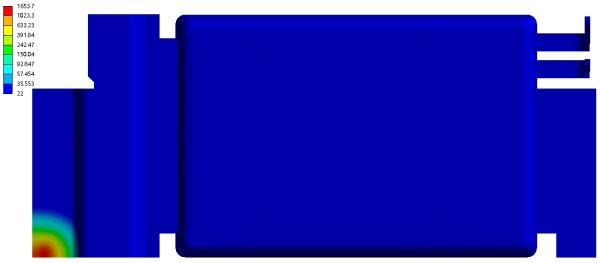
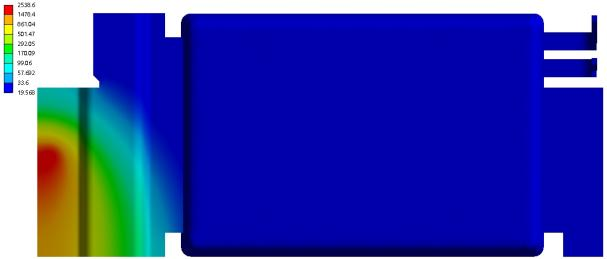
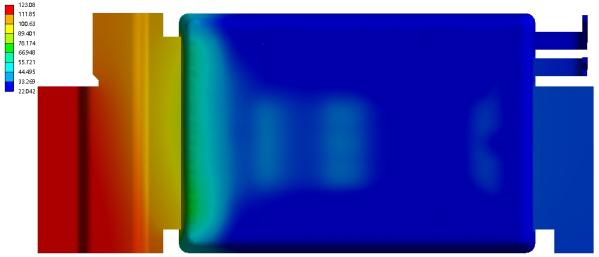
对功率模块的激光焊接过程进行CAE仿真,根据功率模块激光焊接的温度仿真结果,在激光焊接过程中,激光的光斑功率密度大,焊接速度快,铜排局部焊接区域升温迅速,瞬间达到熔点。
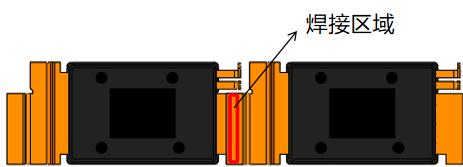
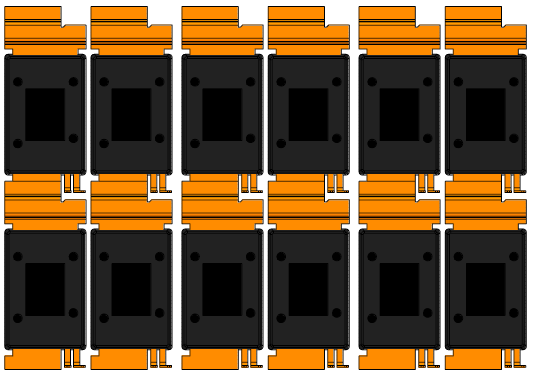
模块激光焊接模型
0.008s
0.005s
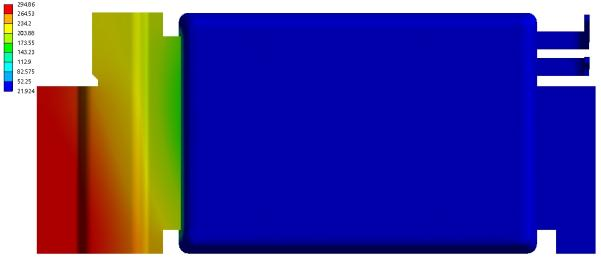
0.1s

0.14s
铜排激光焊接迅速完成后,产生的热量在模块内进行传递,一般模块在保护气氛围内进行自然冷却。
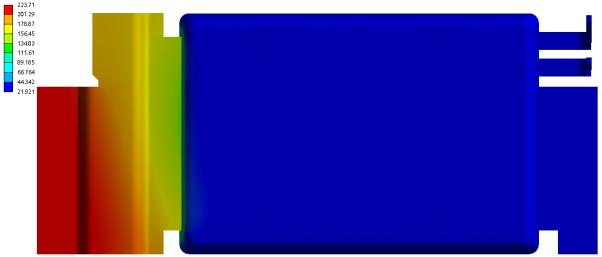
1.0s
1.5s
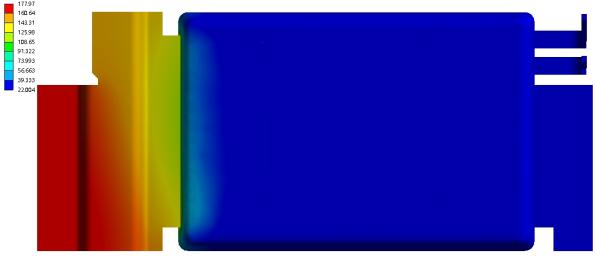
2.0s
3.0s
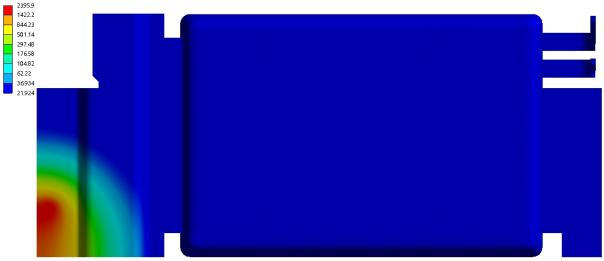
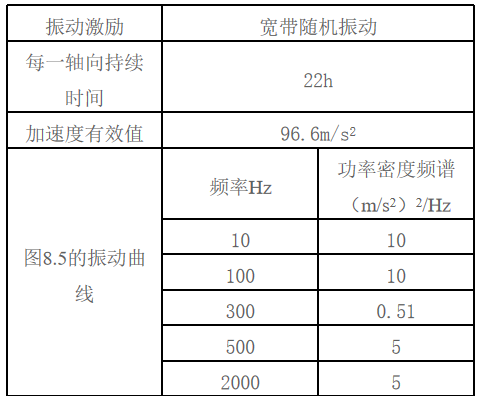
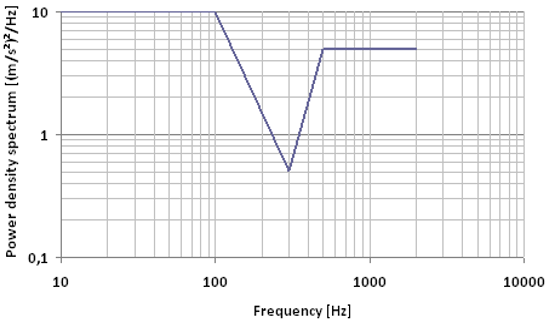
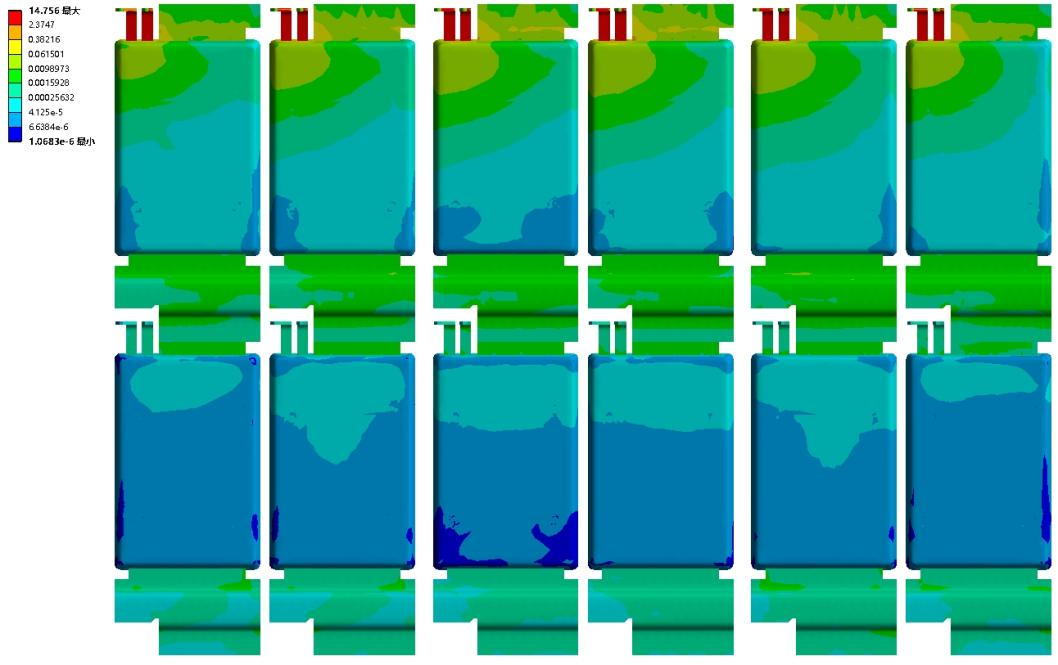
对功率模块进行激光焊接后,需要对铜排连接处的可靠性进行评估,按照AQG-324标准,获取模块在随机激励条件下的振动频率,从仿真结果中可以看出,最大应力为14.756MPa,对铜排的焊接连接处并未造成影响,模块拥有对抗外部随机激励的能力。
激励条件
仿真结果
-
激光焊接技术在焊接马蹄脚工艺中的应用2025-12-10 711
-
激光焊接技术在焊接微波组件壳体工艺中的应用2025-11-24 579
-
激光焊接技术在焊接加强筋工艺中的应用2025-10-31 1091
-
激光焊接技术在焊接冷凝管工艺中的应用2025-09-11 739
-
激光焊接技术在焊接制冷配件工艺中的应用2025-09-09 923
-
激光焊接技术在焊接罐体工艺中的应用2025-09-03 997
-
激光焊接技术在焊接液冷板工艺中的应用2025-09-01 1056
-
激光焊接技术在焊接水表工艺中的应用2025-08-13 935
-
激光焊接技术在焊接压力腔组件工艺中的应用2025-07-21 799
-
激光焊接技术在焊接涡轮风扇工艺中的特点2025-05-19 930
-
激光焊接技术在焊接医疗导管中的工艺特性2024-05-15 1054
-
激光焊接技术焊接黄铜的工艺特点2024-01-03 2322
-
小功率激光填丝焊接技术研究2018-11-22 2778
-
激光塑料焊接技术的流程和方法2018-09-10 4217
全部0条评论

快来发表一下你的评论吧 !
