
资料下载


×
激光焊接技术基础知识及其在车身制造中的技术应用
消耗积分:0 |
格式:rar |
大小:11.7 MB |
2017-10-29
分享资料个
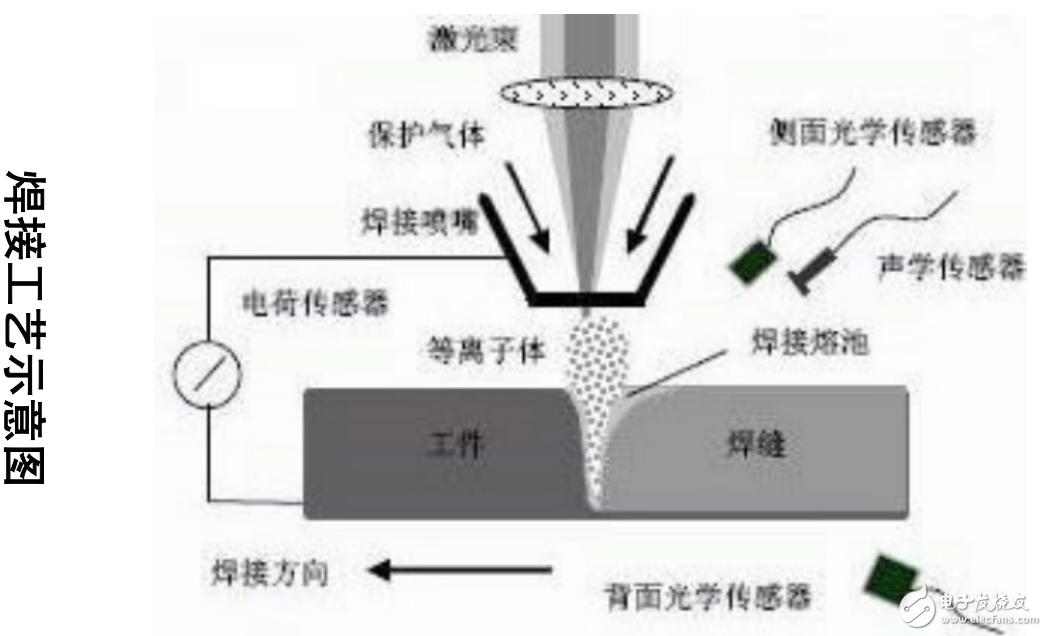
1、激光焊接原理
激光焊接实质是热熔化焊接。利用激光四大特性,通过光学系统将优异的激光束聚焦在很小的区域内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使母材熔化并形成牢固的焊点或焊缝。根据激光热加工机理,分为两种机理:热传导焊和深熔焊。
2、激光焊接特点
焊接速度快,焊接效率高。
熔深大,焊缝深宽比大(深宽比:热传导焊一般0.5,激光深熔焊可达5-10)。
比能小(即热输入量或焊接线能量小)——焊接变形小。
焊接强度高,焊缝金相组织良好。黑色金属激光焊缝强度一般高于母材。
焊接精度好,可实现精密焊接。
可不加填充材料,实现自熔焊。
焊接材料适应性好。有色、黑色金属及部分非金属(塑料等 )可采用激光焊接,异种材料也可采用激光焊接。只是不同材料激光焊接性能差异很大!对焊接件的适应性好。即焊接尺寸可很大,也可很小;形状可复杂,也可简单。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
评论(0)
发评论
- 相关下载
- 相关文章






