
资料下载


电阻焊接基础教程之电阻焊接小零件的基本原理
labyrinth0
分享资料个
电阻焊接是一种热电过程,在待连接的部件的界面上,通过将电流通过部件精确地控制一段时间,并在受控的压力(也称为力)下,产生热量。ce“焊接源于这样的事实,即工件和电极的电阻被结合或对比使用以在它们的界面处产生热量。
电阻焊接工艺的主要优点包括:
非常短的加工时间
无耗材,如钎焊材料、焊料或焊条
操作电压低,操作安全
清洁环保
形成可靠的机电接头。
电阻焊是一个相当简单的发热过程:电流通过电阻产生热量。这与加热线圈的工作原理相同。除了体电阻,接触电阻也发挥着重要作用。接触电阻受表面条件(表面粗糙度、清洁度、氧化和电镀)的影响。
其中“I”是穿过工件的焊接电流,“R”是工件的电阻(以欧姆计),“t”是焊接时间(以赫兹、毫秒或微秒计),而“K”是热常数。焊接电流(I)和电流(t)的持续时间由电阻焊接电源控制。工件(R)的电阻是焊接力和所用材料的函数。热常数“K”受零件几何形状、装夹和焊接力的影响。
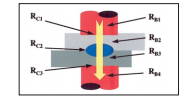
工件、电极及其界面的体积电阻和接触电阻值都引起并影响产生的热量。图表(右上)说明了三个接触点和四个体电阻值,这些值结合起来有助于确定产生的热量。
体积电阻是温度的函数。所有金属都表现出正温度系数(PTC),这意味着它们的体电阻随温度而增加。体积电阻成为较长焊缝的一个因素。
接触电阻是两个表面紧密接触或接触的程度的函数。接触电阻是焊接头几毫秒中的一个重要因素。
如果从分子尺度上观察,金属表面是相当粗糙的。当金属以一个相对较小的力被强迫在一起时,一些峰发生接触。
在接触压力足够高的那些峰上,氧化层断裂,形成有限数量的金属对金属桥。焊缝电流通过大块金属时分布在大面积上。然而,当它接近界面时,电流被迫流过这些金属桥。这种“缩颈”增加了电流密度,产生足够的热量导致熔化。随着第一座桥的熔化和坍塌,新的峰值开始接触,形成新的桥和额外的电流路径。熔化金属的电阻高于新桥的电阻,因此电流从桥到桥转移。这个过程一直持续到整个界面被熔化。当电流停止时,电极迅速冷却熔融的金属,金属凝固,形成焊缝。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
- 相关下载
- 相关文章






