

如何采用不同封装技术构建高性能GaN设备
描述
使用GaN FET构建高速系统并非易事。开关电场可占据封装上方和周围的空间,因此组装使用GaN FET用于无线系统的系统对于整体性能至关重要。本文着眼于不同封装技术对不同应用的影响以及这些技术如何用于构建高性能GaN设备。
氮化镓正在迅速成为某些无线应用的首选技术。在双向专用无线电,宽带放大器和蜂窝基础设施等领域,GaN的优势在于允许更小,更坚固和更可靠的系统。
当在碳化硅(SiC)基板上构建时,GaN提供更高的击穿电压比其他技术(超过100 V),以及电子迁移率是硅的十倍。正是这种能够在更高温度下运行的组合支持在高压,功率开关设备和RF功率放大器中的使用。工作通道温度超过150°C,功率密度更高,功率密度为5至30 W/mm,A类和AB类线性放大器越来越多地用于OFDM,W-CDMA,EDGE和CDMA系统。更高的频率和功率性能意味着器件可以更高效的电平工作,以实现相同的结果,从而显着节省功耗。
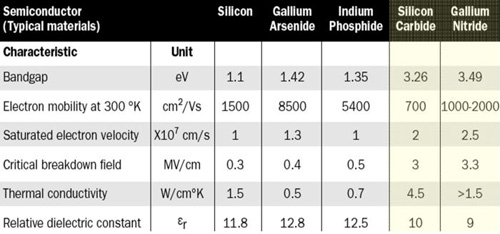
图1:GaN与其他技术(来源: RFMD)。
据估计,全球蜂窝网络每年消耗的电力超过100 TWh,价值约120亿美元,系统的功率放大器和馈电基础设施消耗了50%到80%的网络功率。使用GaN技术,无线基站功率放大器的性能比最新4G LTE信号下2.6 GHz的现有技术提高了20%以上。这种功率放大器效率的提高每年可节省10 TWh,即两个核电站的等效功率输出。
虽然效率提高可节省运营成本,但在采购成本方面也可节省大量成本。系统。更高效的功率放大器可以帮助OEM通过简化冷却节省资本设备成本,而高压GaN组件可以降低AC-DC和DC-DC转换器的成本。总体而言,对总物料清单的影响可高达10%,从而显着降低系统成本。
多家一级电信OEM已经采用了该技术的低电压版本,可节省多达2,400个功耗MWh。
Cree的GaN HEMT晶体管,例如工作在100 W或200 W输出功率的CGHV27100,支持1.8至2.2 GHz和2.5至2.7 GHz频段。这些器件在内部进行匹配,以实现最佳性能,实现宽瞬时带宽,因此可用于高效率Doherty功率放大器(PA),其中2.14 GHz时功率增益超过18 dB,2.6 GHz时功率增益可达16 dB。 》 GaN晶体管的高负载阻抗和低电容意味着需要最小的匹配量和相移,从而简化了Doherty PA的设计。高功率密度为设计留下了充足的物理空间,即使没有完全优化,也可以从原始性能中获益。
晶体管输入匹配并提供陶瓷/金属药丸和法兰封装(见图2) )。结果
图2:CGHV27100 GaN HEMT晶体管安装在其评估板上。
CGHV27100支持2.5 - 2.7 GHz工作,增益为18.0 dB,25 W时效率为33%。器件性能更高意味着可以应用高度数字预失真(DPD)校正。
数字预失真
PA比蜂窝基站中的任何其他模块消耗更多的电力,这使其成为影响因素的重要因素。服务提供商的运营费用。无线协议中涉及的复杂数字调制意味着PA应该被驱动到远低于其最有效的饱和度。为了提高PA效率,可以在信号上使用数字技术来降低波峰因数并提高PA线性度,使其更接近饱和并降低功耗。
测试表明,典型AB类功率放大器的效率为40%使用DPD的模块,这是对不使用数字预失真的PA的10%效率的重大改进。在PA中使用GaN晶体管可以使放大器在使用DPD时以更高的效率运行,在典型的网络部署中每年可节省数百万美元。
对于无与伦比的应用,Cree的CGH40006S GaN HEMT晶体管工作电压为28伏通用导轨,宽带设计,适用于各种射频和微波应用。 GaN HEMT具有高效率,高增益和宽带宽能力,使CGH40006S成为线性和压缩放大器电路的理想选择。晶体管采用3 mm x 3 mm,表面贴装,四方扁平无引线(QFN)封装,支持高达6 GHz的工作频率,2.0 GHz时信号增益为13 dB,信号增益为11 dB在6.0 GHz。
装配
然而,使用GaN FET构建高速系统并非易事。开关电场可以占据封装上方和周围的空间,再加上通过封装的更高功率,意味着使用GaN FET组装无线系统对整体性能至关重要。
超高速开关功能GaN FET可实现最先进的功率密度。为了实现这些开关速度,需要最小的电感以减少动态损耗和振铃,这是传统封装方法所不可能的。 EPC创新的晶圆级栅极栅格阵列(LGA)封装使半桥电路的高频回路电感能够低至400 pH,与过冲相比,仅允许过冲23%,振铃最小,效率提高2.5%在12 V,1 MHz时的1.6 nH布局。
图3:具有0.4 mm的焊盘间距的GaN FET的安装侧。
使用这些新封装,组装过程对于这样的设备也是更严格的。对于可靠,高产量的组件,LGA eGaN FET必须具有从焊盘之间冲洗掉的所有焊剂,在施加电源之前是干燥的,并且通过足够的间隙组装到电路板上以冲洗焊盘之间的任何焊剂。
这也意味着需要正确的焊料体积和回流工艺,以提供足够的高度,以便从焊盘之间适当冲洗任何焊剂,而不是过多的焊料,其中焊点变得不稳定并且在回流期间倾斜或坍塌。在这里,每个焊料凸点的正确PCB焊接掩模足迹确保了焊料的正确封闭。
LGA封装是焊接掩模定义的。这意味着铜迹线在所有方向上都大于焊接掩模开口,通过焊接掩模限制焊料流动。焊接掩模开口应略小于相应的焊料凸点。过大的焊接掩模开口可导致焊料桥接在短边方向上从陆地到陆地,过窄的通道用于充分冲洗,或者在长方向上模具倾斜。较小的开口导致焊料溢出焊接掩模,导致短路或模具倾斜。当芯片上还存在较大的凸点时,这对于小凸点尤其重要,典型的焊接掩模厚度不应超过25μm。虽然eGaN FET LGA封装非常小,但这些器件设计用于承载大电流这会影响铜迹线的设计。对于0.4mm间距,较重的铜迹线可能变得太窄,而较轻的迹线将牺牲热和电性能。除非它们被完全填充,否则不应将过孔放置在焊盘中,因为未填充的过孔会将焊料从焊点上吸走,这又可能导致模具倾斜或不足以进行适当的清洁。
焊料量和模板设计
正确的焊料量有助于确保正确组装并允许正确清洁设备,这对于提供可靠的设备至关重要。对于3型焊料,焊膏的回流焊料量应大致等于焊接掩模上方每个端子上的焊料量。在确定焊接掩模和模板开口区域中的焊料量时,必须注意焊料的金属负载,并且体积将基于模板厚度,理想情况下为100μm。
类型4焊料具有较小的颗粒,并且流动更自由,导致更高的模具倾斜和焊料桥接风险。如果必须使用4型焊料,则需要较少的焊料。例如,对于4型焊料,EPC2001的180μm宽的模板开口应减小到165μm。
对于100μm模板,3型焊料,88.5%金属负载,模板开口应与焊接掩模开口,孔的角部圆角半径为60μm。激光切割模板比化学蚀刻模板具有更直的壁,因此通常会导致比化学蚀刻的模板更多的焊料释放量相同的光圈。建议将180μm宽的模板孔用于激光切割模板。化学蚀刻模板可能需要稍微宽一点(宽度可达200μm),以获得足够的焊料释放量。
底部填充剂
底部填充应用于电路板暴露于湿气的应用中,这些应用可能会提供环境,允许枝晶生长。不完全的清洁和干燥会留下未固化的焊剂,这是树枝状晶体可以生长的介质。
倾斜的模具将使设备无法彻底清洁,留下残留的焊剂并使树枝状晶体生长。发现模具倾斜的主要原因是焊膏厚度不均匀,回流期间振动过大,温度曲线未经优化,焊料掩模尺寸过大和/或焊料体积过大的焊料模板尺寸过大。通常,焊料均匀流动并同时大致熔化。当附近有大量质量元素时,必须小心调整焊料回流曲线。所有焊料必须流动以使表面张力保持水平并对齐设备由于焊料体积过大或焊料掩模开口尺寸过小,可能会发生焊料桥接,特别是在管芯内的焊盘长度变化时,例如EPC2001的栅极和基板凸点。多余的体积没有足够的表面张力来将焊料固定在一起,焊料坍塌,使一个端子与另一个端子短路。焊接掩模开口太宽可以缩短焊条之间的距离,使其更容易变短。
结论
LGA封装提供了充分利用GaN FET超快速开关能力所需的低电感技术。通过适当的制造技术,使用GaN FET的组件将具有高产量和长而可靠的工作寿命。
LGA器件尺寸是焊接掩模定义的,因此掩模设计应根据数据表中推荐的焊盘图案。正确的焊料体积和回流曲线将有助于确保安装的模具具有足够的间隙,以便进行适当的冲洗。需要在所有方向上进行冲洗并进行干燥以去除残留物,否则这些残留物会使枝晶生长。
必须调整回流温度曲线以确保完全回流并帮助避免模具倾斜导致助焊剂被捕获并允许树枝状晶体生长这种新包装和更高性能设备的结合有助于为网络运营商节省数百万美元的运营成本。使用更高性能的GaN器件来支持更多的数字预失真,使功率放大器能够更有效地运行,从而节省大量功率。使用新型坚固的包装,注重系统的组装,使这些设计更可靠,更有效。
-
简单介绍IC的高性能封装2010-01-28 4844
-
FPGA构建高性能DSP2011-02-17 3298
-
利用GaN技术实现5G移动通信:为成功奠定坚实基础2017-07-28 2572
-
GaN晶体管与其驱动器的封装集成实现高性能2018-08-30 5222
-
TI助力GaN技术的推广应用2018-09-10 2843
-
TI全集成式原型机助力GaN技术推广应用2018-09-11 2392
-
PQFN封装技术提高性能2018-09-12 3245
-
采用ARM和DSP的高性能驱动方案2019-07-09 2411
-
如何利用FPGA开发高性能网络安全处理平台?2019-08-12 3904
-
采用小型封装的隔离式半桥栅极驱动器IC在造就高性能方面的能力2021-03-03 1940
-
通过硅和GaN实现高性能电源设计2022-07-27 978
-
使用 PWM 技术构建高性能流量变送器2022-10-31 515
-
浅析OSAT的高性能封装技术2023-01-14 7457
-
利用封装、IC和GaN技术提升电机驱动性能2023-11-23 1708
-
Wolfspeed CMPA0527005F:高性能GaN HEMT的技术解析2026-05-12 144
全部0条评论

快来发表一下你的评论吧 !
