

高功率半导体激光器过渡热沉封装技术研究
电子说
描述
作者 | 马德营,李萌,邱冬
摘要:近些年,在市场应用驱动下,半导体激光器的输出功率越来越高,器件产生的热量也在增加,同时封装结构要求也更加紧凑,这对半导体激光器的热管理提出了更高的要求。当今,激光器的外延生长技术和芯片加工工艺已经成熟,封装技术的提升已经成为解决散热问题的关键,其中过渡热沉技术能有效降低激光器的热阻,提高可靠性,而且便于操作,已经是高功率半导体激光器封装的首要选择。从过渡热沉散热原理、热应力、过渡热沉材料和焊料选择等方面对过渡热沉技术进行了研究,并对未来的研究热点进行了探讨。
01研究背景
半导体激光器具有体积小、质量轻、能耗小、易调制、可以批量化生产等众多优点,被广泛应用于工业加工、信息通信、医疗、生命科学和军事等领域。
虽然半导体激光器电光转换效率高,但在激光器芯片有源区内存在非辐射复合损耗和自由载流子的吸收,工作时会产生大量的热;同时,各层材料存在着电阻,也会产生焦耳热,这使得很大一部分电能转化为热能,再加上芯片材料的热导率低,热量不能快速传导出去,从而导致有源区温度升高,有源区材料禁带宽度变小,出现激射波长红移、效率降低、功率降低、阈值电流增大等一系列的问题,严重影响激光器的寿命和可靠性。
当前,随着技术不断更新进步,应用市场对激光器的输出功率提出了更高的要求,而输出功率的提高,伴随着的则是更多热量的产生,这对激光器的散热管理提出了更高的要求。
半导体激光器的散热问题一直是国内外研究热点。提升激光器的散热能力,可以减少热量在有源区的积蓄,降低有源区的温度,提高效率,降低工作电流,减小波长,改善光斑输出等。
研究发现,激光器芯片对传导冷却半导体激光器的总散热贡献仅为8%,因此,激光器的散热设计应更多地集中在封装上。
高功率半导体激光器散热封装方式主要有自然对流热沉冷却、微通道、电制冷和喷雾冷却等形式。其中,对于单管半导体激光器来说,自然对流热沉冷却方式易于加工和组装,是最经济、常用的冷却方式。一般采用高热导率材料做热沉,扩大自然对流散热面积来增加散热量,降低激光芯片的温度。
为使激光器芯片发光的有源区更贴近热沉,减少热量传输路径,便于热量更快地传输出去,现在普遍采用芯片朝下的倒装封装结构,通过铟或者金锡等焊料把半导体激光器芯片粘贴到热沉上。
铜具有高热导率和导电性,在半导体激光器的封装中常被用作热沉,但铜的热膨胀系数与芯片的热膨胀系数相差近 1.58 倍,容易产生热应力,影响激光器的输出性能。在芯片和常规热沉之间加入高热导率且膨胀系数接近芯片热膨胀系数的过渡热沉,可以有效解决这一问题。
本文从高功率半导体激光器散热原理出发,对各种过渡热沉材料和封装用的焊料进行对比分析,得到了较为理想的过渡热沉材料和封装工艺,并对未来封装技术进行了展望。
02半导体激光器散热原理
半导体激光器的封装结构如图 1 所示,激光器热量绝大部分产生在芯片的有源区,通过焊料层、绝缘层、界面层传导至过渡热沉和常规热沉,常规热沉与冷却介质接触形成对流换热,将热量散出。
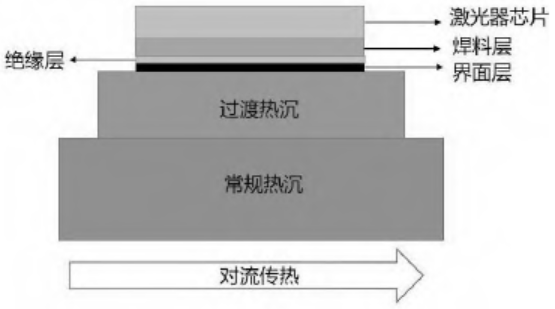
图 1 半导体激光器热沉传导散热示意
若有源区的温度为 Tj,热沉底面的温度为 T0,则有源区和热沉表面形成的温度差ΔT 为:
ΔT=Tj-T0
激光器中热传递遇到的阻力,即热阻 Rth 可以表示为:
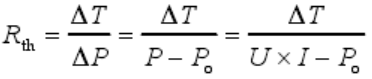
(1)
在式(1)中,ΔP 为热功率,即输入功率 P 减去光功率 Po,输入功率 P 可以通过测量激光器的电压 U和输入电流 I 计算得出,光功率 Po 可以通过光功率计测量得到。
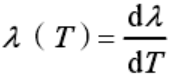
在实验中,一般采用波长偏移法测量激光器的热阻。在连续波或脉冲模式下,测量热沉在不同温度时激光器的波长,计算出波长飘移系数λ(T):
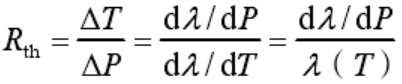
在热沉温度保持恒定,测量 2 次不同输出功率下,激光峰值波长差 dλ,再测量出这 2 次的功率差 dP,就可以计算出激光器的热阻:
根据傅里叶定律,热阻 Rth 又可以表示为:
 (2)
(2)
式(2)中:h 为层厚度;K 为热导率;S 为垂直热流方向的导热面积。
根据公式(2),为了降低热阻,过渡热沉和激光器芯片间各层材料的导热面积要增大,同时要减小各层厚度,而且各层要选用高热导率的材料。为了更好地传递热量,不仅需要选择热导率更高的过渡热沉材料,同时也要考虑热失配问题。
03热应力分析
在封装过程中,从焊料冻结温度冷却至室温,芯片和热沉之间由于热膨胀系数不同,随着温度下降会产生较大的应力,而且该应力会被引入有源区,降低激光器的可靠性和输出功率。
激光器工作时会产生热量,芯片温度随之升高,由于热沉的热膨胀系数与激光器芯片材料热膨胀系数不同,接触界面受到热-机械应力作用,长时间工作后,容易在芯片材料内部产生蠕变和塑性变形,进而产生裂纹、空洞等,严重影响激光器输出性能。
在常规封装结构中加入过渡热沉可以有效缓解芯片和热沉间的热应力。袁庆贺等采用铜做传统热沉,钨铜(铜占比为 10%)做过渡热沉,分别采用铟焊料和金锡焊料封装,采用多物理场仿真软件 COMSOL Multiphysics 计算了热应力分布,结果显示,采用铟焊料封装的芯片热应力为 3.57 GPa,金锡焊料芯片的热应力为 3.83 GPa。
在整个封装结构中,无论是采用铟焊料,还是金锡焊料,热应力最大的地方均在热沉和过渡热沉界面,分别为 215 GPa 和 240 GPa,远大于芯片与过渡热沉界面的热应力 3.57 GPa 和 3.83 GPa,可以看出,过渡热沉承受了绝大部分封装造成的热应力,大大减小激光器芯片中存在的热应力。
04过渡热沉材料的选择
理想的过渡热沉材料应具有高热导率,同时能与激光器芯片的热膨胀系数相匹配。常用的过渡热沉材料有氮化铝陶瓷、氧化铍陶瓷、碳化硅陶瓷、钨铜合金、碳化硅晶片、金刚石薄膜片等,其相关热性能参数如表 1 所示。
表 1 各种过渡热沉材料的热性能参数
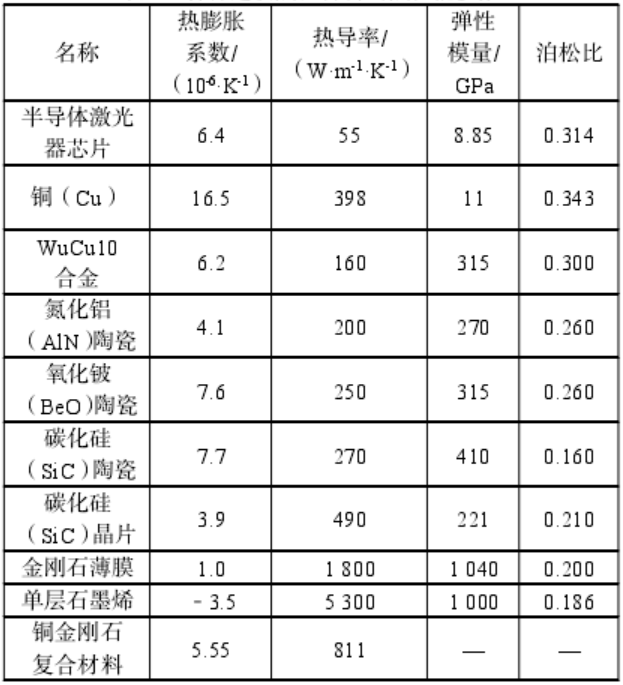
碳化硅陶瓷、氮化铝陶瓷热膨胀系数与激光器芯片的热膨胀系数相差不大,热导率也较高,常被用作过渡热沉材料,倪羽茜等分别采用碳化硅陶瓷、氮化铝陶瓷做过渡热沉进行对比研究,实验测得基于碳化硅陶瓷材料过渡热沉封装的激光器热阻更低,比基于氮化铝陶瓷材料封装的激光器低 14.7%;在注入电流15 A 时,基于碳化硅陶瓷过渡热沉封装的激光器的电光转换效率高 12.1%。
碳化硅晶片比碳化硅陶瓷的热导率更高,吴胤禛等在传统 C-mount 铜热沉的基础上加入碳化硅晶片做过渡热沉,与 C-mount 铜热沉封装的激光器相比,热阻降低了 0.49 ℃/W,电光转换效率和功率均提高了 10%以上,散热效果明显。
天然金刚石材料的热导率高达 2000 W/(m·K),但是金刚石的切割、表面平整抛光以及金属化等加工难度较大,若是因为表面粗糙而造成较高的接触电阻,则会产生大量的焦耳热,反而使金刚石热沉的散热优势无法发挥。
顾长志等采用微波等离子体 CVD 制备的金刚石薄膜做过渡热沉,与传统铜热沉相比,半导体激光器的光功率输出提升 25%,热阻减低 45%以上,散热优势明显。
戴玮等采用电子辅助化学气相沉积(EACVD)法制备金刚石薄膜作为半导体激光器过渡热沉,优化了金刚石薄膜的生长工艺,使金刚石薄膜的热导率从 1158.6 W/(m·K)提升至 1812.3 W/(m·K),激光器的斜率效率可提高至 1.3 W/A,芯片的工作温度下降了 4.6 K,热阻下降了 28.4%。
孙芮等采用 CVD金刚石作为过渡热沉封装的半导体激光器热阻与采用氮化铝陶瓷作过渡热沉封装的激光器相比,热阻降低了 40%。
石墨烯是一种二维晶体,具有优良的电学、光学和热学特性,单层石墨烯的横向热导率可以高达5300 W/(m·K),远远高于碳化硅、氮化铝等热沉材料。
YAN 等在氮化镓晶体管中生长了一层石墨烯,引入了一种新的散热通道,显著提高了散热效率。
WANG 等设计了基于石墨烯薄膜热沉封装结构,在芯片上直接覆盖一层石墨烯薄膜,利用石墨烯基薄膜的平面内高导热特性,将有源区产生的热量横向快速传递分散,使有源区域的热量可以从衬底向下传导,也可以通过石墨烯基薄膜水平传导到铜散热器。由于芯片和石墨烯基薄膜之间没有焊料,在封装过程中没有引入过多的热应力,这使得有源区应力较小,确保了半导体激光器的可靠性。实验结果表明,与非石墨烯薄膜封装结构相比,石墨烯基薄膜封装结构的有源区结温度降低了 9.1 K,热阻降低了 1.52 K/W。
岳云震等采用 Ansys Workbench 有限元方法,分别对将氮化铝陶瓷、钨铜、碳化硅晶片、化学气相沉积(CVD)金刚石和石墨烯作为过渡热沉封装的半导体激光器进行对比研究,从器件工作状态下温度、热应力及热应变分布进行模拟,结果显示:基于碳化硅晶片封装的器件热应力最低,而且器件温度比氮化铝、钨铜封装低了 2.18℃、3.078℃;基于 CVD 金刚石、石墨烯封装的器件热阻最低,但是由于热膨胀系数相差较大,造成热应力较大,影响了激光器的功率输出和可靠性。
05焊料的选择
半导体激光器芯片有源区产生的热量是通过焊料层传递到过渡热沉层,所以焊料的选择非常重要,不仅要考虑焊料的热导率,还要考虑焊料与接触层之间的热膨胀系数失配,以及能否适应激光器温度的变化等。合理选择焊料和封装工艺,能使芯片产生的热量更快地向热沉传递,有效提高器件的寿命和可靠性。
目前常用焊料可分为 2 种:一种是软焊料,有铟(In)焊料、纳米银焊膏(Nanosilver Paste)等;另一种是硬焊料,常用的是金锡(Au80Sn20)焊料。
铟焊料具有熔点低、延展性好、热传导性能好等优点,封装工艺简单,适合快速封装。但铟容易氧化,形成氧化铟(In2O3)薄膜,影响导电性能,而且在激光器高温工作时,铟容易产生铟须,使焊料层疲劳,最终导致激光器损坏。
纳米银焊膏是由纳米级银颗粒混合粘结剂、表面活性剂等制备成的,其中纳米银颗粒占 80%以上。由于其纳米银颗粒粒径很小,多在 10~50 nm,烧结过程可以不经过液相烧结直接固化,其烧结温度可以低至100℃。纳米银焊膏具有低温下快速烧结、高温工作稳定、热导率高、热膨胀系数小等性能,越来越受到科研人员关注,未来可能会成为主流焊料。
金锡焊料硬度较高,抗疲劳、抗蠕变性能好,具有良好的电导率和热导率,无需助焊剂,熔化温度为280℃,凝固温度为 277℃。金锡焊料抗拉强度276 MPa,受应力作用容易产生弹性形变,延展性较差,在烧结过程中容易引入应力。相较于其他焊料,金锡焊料的成本更高,现在多采用定制的金锡预成型焊片,可以精确控制金锡的成分和厚度,降低封装成本。
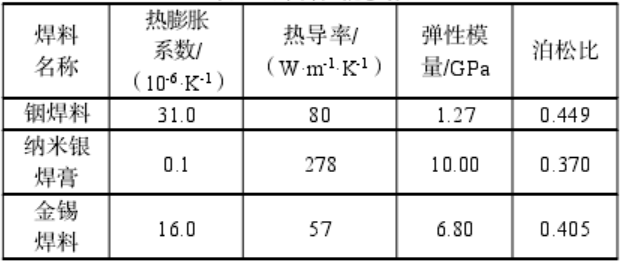
彭勃等对铟、金锡焊料以及纳米银焊膏 3 种焊料封装激光器进行理论计算研究,得出金锡焊料和纳米银焊膏的应力和应变值相对铟较小。这是因为这 2 种焊料的热膨胀系数比铟焊料小,其中纳米银焊膏热膨胀系数极小,延展性非常好,降低了互连界面的应力。焊料性能参数如表 2 所示。
表 2 焊料性能参数
06焊料的厚度
无论是铟焊料、纳米银焊膏还是金锡焊料,热膨胀系数、弹性模量均与激光器芯片和过渡热沉不同,焊料层厚度的大小将影响热应力分布和热量传递。根据前面公式(2)可以看出,焊料的厚度与激光器的热阻成正比,焊料层厚度的增加会使激光器的热阻升高。
焊料厚度的大小将对激光器芯片温度和热应力分布产生重要影响,袁庆贺等通过多物理场仿真软件COMSOL Multiphysics,以金锡焊料为列,模拟了5 μm、10 μm、15 μm、20 μm 不同厚度焊料的激光器芯片温度和热应力分布情况,结果显示,随着金锡焊料厚度增大,激光器芯片的温度和热应力也在增加。
这是因为金锡焊料的热导率较低,仅为铜的 1/7,厚度增加,散热能力变差,温度会升高;另一方面,金锡焊料的热膨胀系数与激光器芯片材料的热膨胀系数相差较大,温度升高,激光器芯片内部产生较大的热应力。
焊料的厚度并不是越小越好。减小焊料厚度,可以减小激光器芯片与焊料间的热阻和热应力,但是焊料厚度过薄,则会导致激光器芯片与过渡热沉焊接不牢,造成芯片与过渡热沉之间开裂,或者芯片与过渡热沉没有完全润湿而产生空洞,这会出现局部热点效应,严重影响激光器的可靠性和寿命。一般焊料层的厚度多选择在 10 μm 左右,精确厚度需要进一步在具体封装中进行工艺优化。
07结束语
当今,半导体激光器外延生长技术和芯片生产工艺已趋于稳定,激光器的封装技术成为研究热点。本文对高功率半导体激光器的过渡热沉封装技术进行研究,总结分析了目前常用的几种过渡热沉材料和不同的焊料。
研究结果表明:碳化硅晶片和 CVD 金刚石片是高功率半导体激光器比较理想的过渡热沉材料,焊料宜选用纳米银焊膏和金锡焊料。碳化硅晶片外延生长或用气相沉积法生长石墨烯技术现已成熟,在碳化硅晶片覆盖一层石墨烯,作为过渡热沉效果也许会更好,但尚未有人进行理论和实验研究;纳米银焊膏热导率高,在理论上优于金锡焊料,但尚未被用于半导体激光器的封装,尚未有人从实验的角度来验证纳米银焊膏封装激光器的可靠性。
-
大功率半导体激光器阵列的封装技术2025-03-03 2501
-
高功率半导体激光器的散热秘籍:过渡热沉封装技术揭秘2024-11-15 3572
-
高功率半导体激光器过渡热沉封装技术研究2023-03-15 2896
-
医疗脱毛半导体激光器光学治疗头设计2022-01-10 15256
-
半导体直接输出激光器介绍2021-12-29 5533
-
半导体激光器的发展2019-05-13 5904
-
半导体激光器产业的发展情况和相关应用2019-04-01 5136
-
大功率半导体激光器驱动电源的设计2018-08-13 4947
-
封装应变对高功率半导体激光器测量的影响2017-11-10 1141
-
半导体激光器工作原理及主要参数2016-01-14 6064
-
半导体激光器电源控制系统设计2011-12-12 4471
-
大功率半导体激光器驱动电源保护电路方案2011-07-16 5581
-
基于ANSYS半导体激光器热特性模拟与分析2010-05-04 3691
-
大功率半导体激光器2009-12-08 4971
全部0条评论

快来发表一下你的评论吧 !
