
资料下载


基于UG数控加工的上盖设计
分享资料个
本文主要通过对复杂零件的数控自动加工与仿真加工,利用UG CAM加工模块进行自动数控编程,优化了加工路线、刀具轨迹、切削方式等工艺参数,并通过虚拟加工过程仿真检查刀具过切、刀具与工件之间的碰撞和干涉,考虑可能影响铣削的因素,设计其加工工艺和加工,完成要求。在机械加工领域来说,要完成零件的加工就必须熟悉以上内容,这样才能更好、更快的完成工作。
1.零件分析与毛坯选择及UG造型
1.1 零件分析
在数控铣削加工中,对零件图进行工艺分析的主要内容包括零件结构工艺性分析、选择数控铣削的加工内容、零件毛坯的工艺性分析和加工方案分析。
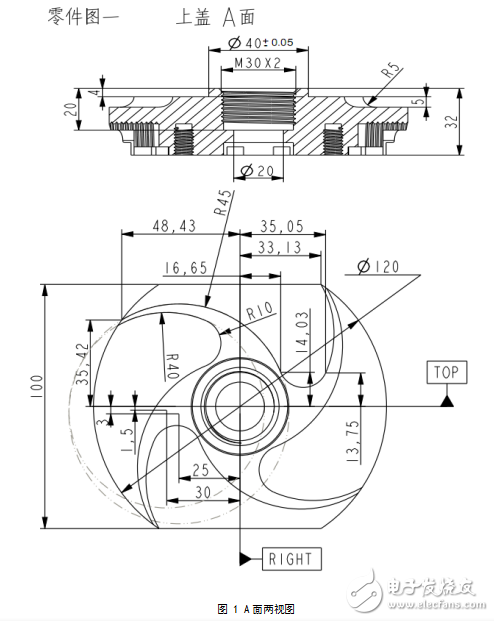
图 1 A面两视图
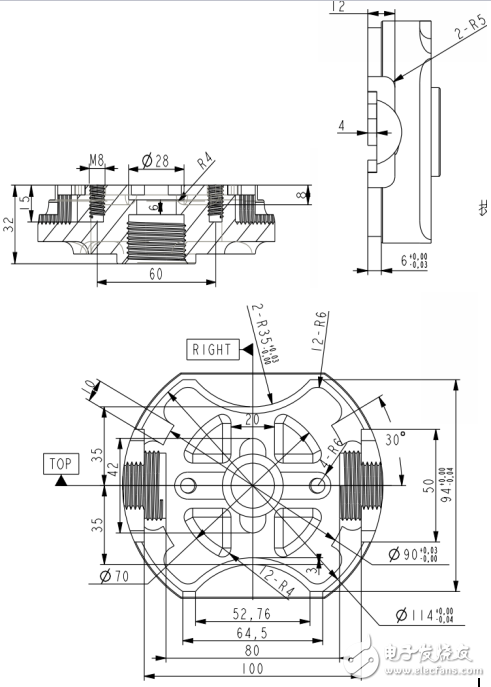
图 2 B面三视图
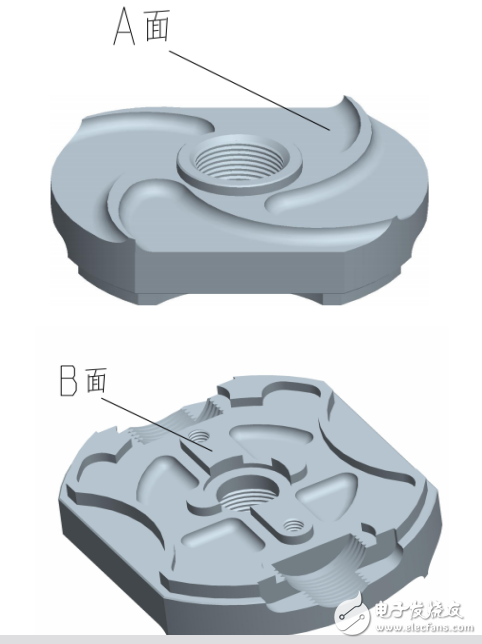
图 3 A,B面三维建模
首先要认真分析与研究产品的用途、性能和工作条件,了解零件在产品中的位置、装配关系以及作用,弄清各项技能要求对装配质量和使用性能的影响,找出主要的和关键的技术要求,然后对零件图样进行分析。
该零件视图表达完整、清晰,尺寸及有关技术要求齐全、明确。
1.2 毛坯、余量分析
1.2.1毛坯形状和尺寸的选择
选择毛坯形状和尺寸总的要求是:减少“肥头大耳”,实现少屑或无屑加工。因此,毛坯形状要求接近成品形状,以减少机械加工的劳动量。但也有以下四种情况。
(1)采用锻件,铸造毛坯时,因锻模时的欠压量与允许的错模量不等,铸造时也会因砂型误差、收缩量及金属液体的流动性差不能充满型腔等造成余量的不等,此外,铸造、锻造后,毛坯的挠曲变形量的不同也会造成加工余量不充分、不稳定,所以,除板料外,不论是锻件、铸件还是型材,只要准备采用数控加工,其加工表面均应有较充分的余量。
(2)尺寸小或薄的零件,为便于装夹并减少夹头,可将多个工件连在一起,由一个毛坯制出。
(3)装配后形成同一工作表面的两个相关零件,为保证加工质量并使加工方便,常把两件合为一个整体毛坯,加工到一定阶段后再切开。
(4)对于不便装夹的毛坯,可考虑在毛坯上另外增加装夹余量或工艺凸台、工艺凸耳等辅助基准。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
- 相关下载
- 相关文章





