
资料下载


激光透射焊接与光束整形在激光塑料焊接中的应用
分享资料个
激光聚合物焊接是一种无振动、非接触且非常精确的焊接塑料部件的方式。如今,激光透射焊接有四种较为成熟的方法(图1)。在轮廓焊接中,一束激光投射到待焊接工件上,接着激光束沿着待焊接区域的轮廓扫描一周,两个夹紧的塑料部件上被扫描的区域由此被融化并连接在一起。在准同步焊接中,两个扫描镜以非常高的速度沿着轮廓多次偏转激光光斑。在这种方法中,整个图案的加热和连接几乎是同步完成的。在同步焊接中,完全相同形状的图案轮廓被激光光束融化并同时连接。在掩膜焊接中,线状的激光束穿过反射掩膜,掩膜的阴影区下方是不需要连接的区域。
M形强度分布的圆形平顶光束
在轮廓焊接和准同步焊接中,玻璃光纤末端面被相应地放大成像到工件上。通常情况下为平顶光束。不过,圆形平顶光束沿着焊接轮廓进行连续引导时,将造成引导方向上不均匀的能量输入,即中间的能量输入比边缘的要高。因此,在激光焊接聚合物中使用圆形平顶强度光束会使得焊接过程中沿着焊缝方向的温度分布不均匀。这就对工艺窗口造成了限制。
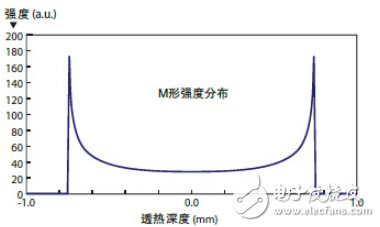
对轮廓焊接和准同步焊接来说, M形光斑强度的分布更为方便。顾名思义,M形强度分布的圆形平顶光束成像在工件上的光斑在边缘的强度要高于中间位置。这就能确保焊接过程中沿着焊缝方向的温度分布均匀。图2显示了含有0.5wt%碳黑的聚丙烯中的M形强度分布的光斑和相应的热影响区。这里的透热深度是指沿着光束引导方向上的透热深度。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
- 相关下载
- 相关文章




