
资料下载


过程能力指数CPK的详细资料说明
李展望
分享资料个
本文档的主要内容详细介绍的是过程能力指数CPK的详细资料说明包括了:1.学习目的,2.使用范畴,3.相关参数之定义及计算,4.统计公式(利用excel 中的函数公式进行计算),5.实例讲解Cpk之制作
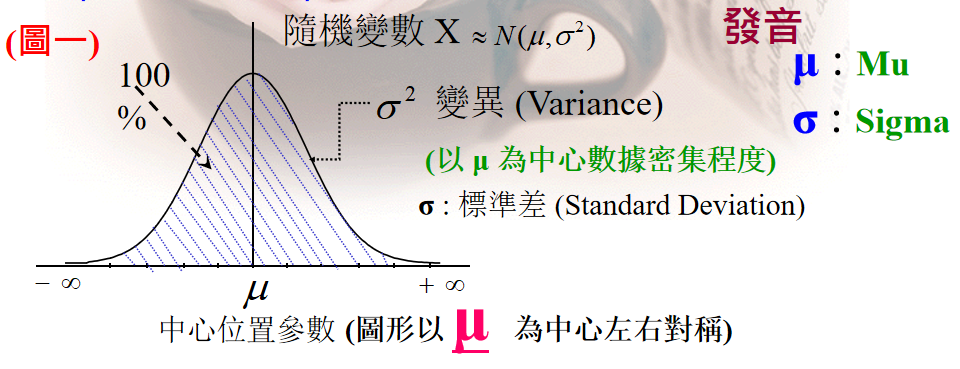
实际工作制程的品质不是一尘不变, 或多或少存在一些变异,而这些变异恰好满足概率中的泊松分布(也称正态分布)如下图 目的就是为了统计这些变异,然后再利用七大手法来分析变异的塬因,找出改善对策,提升品质。
使用范畴。
图一表现是在稳态下的情形, 对于那些过程不稳定, 尚未推行SPC(statistical process control, 统计过程控制)与SPD(statistical process diagnosis,统计过程诊断)的企业来说,本来是没有条件去计算Cpk 的, 如果客户迫切要求给出Cpk值, 在这种不得已的情况下, 只好选择过程较为平稳的阶段的数据计算一下Cpk值, 作为临时性的措施。最根本的方法还是赶上世界潮流, 尽快推行SPC.
Cpk的计算公式是Cpk=(1-k)T/6σ
上述公式中T反映对产品的技朮要求(也可以理解为客户要求), 而σ反映过程加工的质量(也即本企业的控制范围),所有在过程能力指数Cp中将6σ与T比较,就反映了过程加工质量满足产品技朮要求的程度(也即企业产品的控制范围满足客户要求的程度).
过程能力指数是指过程能力满足产品质量标准要求(规格范围等)的程度。也称工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。它是工序固有的能力,或者说它是工序保证质量的能力。这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
- 相关下载
- 相关文章



