
资料下载


汽车检测技术中虚拟仪器的应用
分享资料个
现代汽车测试系统复杂而庞大,在单一工位上,需要测试控制的参量往往多达几十个。汽车连杆三工位螺母自动扳紧的检测是这个繁杂系统的一部分,它是在大批量生产汽车减震器,组装活塞杆时,将其头部的螺母拧紧到标准力矩后,将活塞杆头部锄紧使螺母锁紧力保持不变的专用设备。在旧有的系统中,经常是由占地面积极大的测试设备实现单一参量的测控。例如,改制前的三工位自动扳紧检测仪器,需一个大机柜,面板上设置有许多按钮(如:起动、测试、打印等)和信号灯、显示器,操作复杂,功能单一。虚拟化后的测试仪器,只需一台带有内置式DAQ卡的PC机,所有的功能键、显示器、曲线都可以在CRT显示器上重构。其操作简单,用户可以方便地增、减模块,进行重新配置现有系统以满足新的测试要求,既不丢失已有的硬件和软件资源,又能满足经常变化的测试要求。
2、汽车连杆三工位螺母自动扳紧冲棚装置系统
连杆三工位螺母自动扳紧冲锄装置是以气动为动力源,由电气阀控制气缸的运动,到达工作工位后,由微机自动控制螺母扳紧。整个设备为三工位回转式结构。第一工位为人上料、下料,第二工位为拧紧螺母,第三工位为冲销活塞杆头部。三个工位相位差为120度,由转台汽缸带动三个工位之间的转换。其具体的技术指标为:
(1)生产节拍为0.25分钟。
(2)拧紧最大扭矩为15N.m,要求扳紧扭矩在10~15N.M范围内无级可调,精度在±2.5范围内。
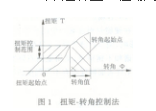
(3)在扳紧扭矩从8N.m到达15N-m过程中转过的角度应相对恒定。在扭矩为5N.m时光点编码器开始记数,当扭矩到达12N.m时,转过的角度为5度,即为合格。
在实际操作中,有时会有铁屑等杂质渗入螺纹,造成误差,导致次品的产生。因此我们提出扭矩一转角复合控制法,在拧紧到克服了表面凹凸不平,并承受一定的扭矩后,再拧过一定转角,以提高产品质量。扭矩一转角复合控制法原理如图1所示。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
- 相关下载
- 相关文章







