
资料下载


×
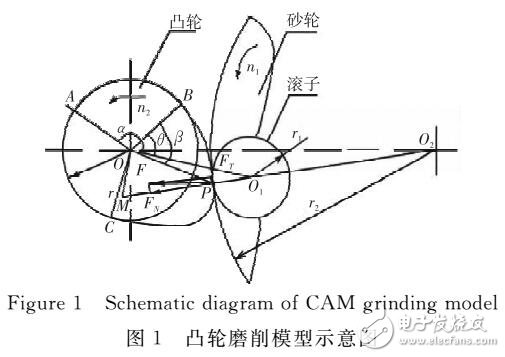
基于加权支持向量机的凸轮升程误差补偿方法
消耗积分:1 |
格式:rar |
大小:0.96 MB |
2017-11-30
分享资料个
针对凸轮磨削加工过程中存在局部升程误差严重超差的问题,提出了加权支持向量机的凸轮升程误差补偿方法。首先根据圆率的符号判断凸轮升程误差值是否连续,然后建立了不连续点与相邻点之间夹角与加权值的关系。通过加权支持向量机对凸轮升程误差值进行拟合。然后将原始凸轮升程值减去经拟合后的凸轮升程误差值,获得新的凸轮升程值。再根据圆率自动调整加权值的系数,使凸轮升程值光滑点数最大,即获得最优的凸轮升程值。对上述算法进行仿真和编程,经YTM8336-16数控凸轮轴磨床进行磨削验证。实验表明,凸轮升程误差由原来的±0 059 mm降至±0.011 mm,表面粗糙度由Ra0. 32um降至Ra0. 25um,获得良好的效果。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
评论(0)
发评论
- 相关下载
- 相关文章





