
资料下载


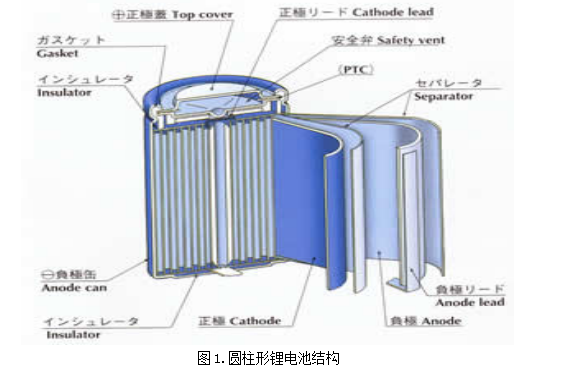
锂电池的传统工艺详细资料介绍
jhwangzhong
分享资料个
本文档的主要内容详细介绍的是锂电池的传统工艺详细资料介绍主要包括了:配料,涂布,制片,极耳焊接,卷绕,短路检验,入壳,滚槽,注液,封口,密封性检验,化成,分容,外包装,出厂检验
一、配料
1.具体工艺
正极配料:
1) 原料预处理:
(1) 钴酸锂:脱水。一般用120 oC常压烘烤2小时左右。
(2) 导电剂:脱水。一般用200 oC常压烘烤2小时左右。
(3) 粘合剂:脱水。一般用120-140 oC常压烘烤2小时左右,烘烤温度视分子量的 大小决定。
(4) NMP:脱水。使用干燥分子筛脱水或采用特殊取料设施,直接使用。
2) 原料的掺和:
(1) 粘合剂的溶解(按标准浓度)及热处理。
(2) 钴酸锂和导电剂球磨:使粉料初步混合,钴酸锂和导电剂粘合在一起,提高团聚作用和的导电性。配成浆料后不会单独分布于粘合剂中,球磨时间一般为2小时左右;为避免混入杂质,通常使用玛瑙球作为球磨介子。
3) 干粉的分散、浸湿:
(1) 原理:固体粉末放置在空气中,随着时间的推移,将会吸附部分空气在固体的表面上,液体粘合剂加入后,液体与气体开始争夺固体表面;如果固体与气体吸附力比与液体的吸附力强,液体不能浸湿固体;如果固体与液体吸附力比与气体的吸附力强,液体可以浸湿固体,将气体挤出。
当润湿角≤90度,固体浸湿。
当润湿角>90度,固体不浸湿。
正极材料中的所有组员都能被粘合剂溶液浸湿,所以正极粉料分散相对容易。
(2) 分散方法对分散的影响:
A、 静置法:时间长,效果差,但不损伤材料的原有结构;
B、 搅拌法:自转或自转加公转,时间短,效果佳,但有可能损伤个别材料的自身结构。
4) 稀释:将浆料调整为合适的浓度,便于涂布。
负极配料:
1) 原料的预处理:
(1) 石墨:A、混合,使原料均匀化,提高一致性。B、300~400℃常压烘烤,除去表面油性物质,提高与水性粘合剂的相容能力,修圆石墨表面棱角(有些材料为保持表面特性,不允许烘烤,否则效能降低)。
(2) 水性粘合剂:适当稀释,提高分散能力。
2) 掺和、浸湿和分散:
(1) 石墨与粘合剂溶液极性不同,不易分散。
(2) 可先用醇水溶液将石墨初步润湿,再与粘合剂溶液混合。
(3) 应适当降低搅拌浓度,提高分散性。
(4) 分散过程为减少极性物与非极性物距离,提高势能或表面能,所以为吸热反应,搅拌时总体温度有所下降。如条件允许应该适当升高搅拌温度,使吸热变得容易,同时提高流动性,降低分散难度。
(5) 搅拌过程如加入真空脱气过程,排除气体,促进固-液吸附,效果更佳。
(6) 分散原理、分散方法同正极配料中的相关内容
3) 稀释:将浆料调整为合适的浓度,便于涂布。
二、涂布
1.具体工艺
涂布的一般工艺流程:涂布基片(金属箔)由放卷装置放出供入涂布机。基片的首尾在接片台连接成连续带后由拉片装置送入张力调整装置和自动纠偏装置,经过调整片路张力和片路位置后进入涂布装置。极片浆料在涂布装置按预定涂布量和空白长度分段进行涂布。在双面涂布时,自动跟踪正面涂布和空白长度进行涂布。涂布后的湿极片送入干燥道进行干燥,干燥温度根据涂布速度和涂布厚度设定。干燥后的极片经张力调整和自动纠偏后进行收卷,供下一步工序进行加工。
涂布工艺对锂电池性能的影响因素主要包括:(1)涂布过程中如果温度过高容易导致极片龟裂,温度低则极片不能完全干燥,都会造成电池局部极化不一致;(2)如果涂布面密度小,制成电池后电池容量不能达到标称容量,电池循环性能差,如果涂布面密度大,电池过厚,浪费材料,且可能由于正极过量形成锂枝晶,形成安全隐患;(3)涂布尺寸过小或过大可能导致锂电池制作过程中负极不能完全包住正极,电池充放电过程不安全,充电过程锂离子从正极出来,没有被负极包住的地方多余锂离子游离在电解液中,电池正极容量不能充分发挥,更有可能因为锂的析出和枝晶生长刺穿隔膜,发生短路;(4)涂布太厚或太薄影响辊压过程中厚度均匀性;(5)第二面与第一面定位不齐,出现错位,同样可能造成负极不能完全包住正极的情况。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
- 相关下载
- 相关文章




