
资料下载


×
如何设计管道自动焊接机的控制系统详细资料说明
消耗积分:0 |
格式:rar |
大小:13.29 MB |
2020-04-09
分享资料个
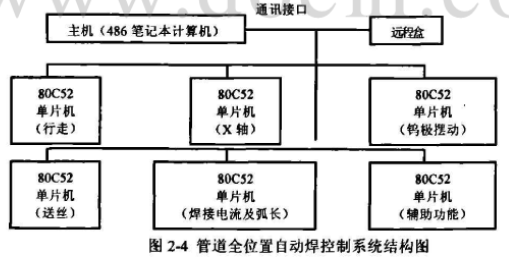
在电力、石油、化工和锅炉等行业中的焊接生产中,全位置管道自动焊接机是一种重要的专用焊接设备,研制该设备的关键是控制系统的设计。本文根据分布式计算机控制系统的使用范围,并结合管道全位置焊接需要控制的参量多和实时性强等特点,选择分布式计算机控制作为整体控制方案。 针对控制系统的通讯任务,设计了主从机之间的串行通讯网络和各从机间的同步控制网络,并制定了统一的信息格式和通讯协议;考虑焊接现场干扰强的特点,采用数据个数、参数类别和异或数三重校验方式,以确保多机通讯可靠。 本焊接机主机的数据系统和操作系统采用图形模式下的汉化菜单作为接口,主机的数据系统和操作系统均采用C语言编程;全部焊接参数都被固化在主机的数据库中,并预先定义了常用的焊接参数,每一参数根据不同工艺给定了参数选择范围,全部数据和命令可用鼠标输入和改变;另外,为便于焊接现场对焊接参数的实时控制,设计了远控盒。 本焊接机利用单片机硬件与软件双重反馈控制脉动送丝与钨极摆动系统,具有工作稳定,抗干扰能力强的特点,能够满足厚壁管全位置焊接工艺要求。 本焊接机采用脉动送丝和钨极摆动TIG焊工艺,接头机械性能符合工艺要求。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
评论(0)
发评论
- 相关下载
- 相关文章






