
资料下载


×
集成DSP的视频处理卡在机器视觉中的应用分析
消耗积分:1 |
格式:rar |
大小:0.3 MB |
2017-10-23
分享资料个
机器视觉(Machine Vision)是以机器模仿人类视觉的光学识别系统,他利用摄影机和电脑撷取、分析及解释影像内容,进而下达某些决策。由于机器视觉系统可以快速获取大量信息,而且易于自动处理,也易于同设计信息以及加工控制信息集成,因此,在现代自动化生产过程中,人们将机器视觉系统广泛地用于工况监视、成品检验和质量控制等领域。机器视觉系统的特点是提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。视觉的最大优点是与被观测的对象无接触,因此对观测与被观测者都不会产生任何损伤,十分安全可靠。
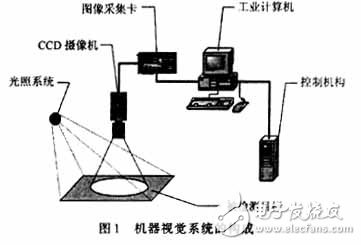
1机器视觉系统的构成
机器视觉一般由以下几个部分构成:照明部分;光学系统,包括图像传感器和照相机;图像采集卡/图像数字化仪,扫描仪;可视的多路传输器;工业计算机;控制执行机构。如图1所示。
2传统机器视觉技术中存在的问题
机器内存中的工作由主机CPU来完成。在一些图像数据量大且算法较复杂的情况下,单机的CPU往往无法实时完成运算量。这时需要由若干台计算机组成一个局域网,其中的一台计算机作为服务器,其他计算机进行图像下面以弘达仪器公司开发的铜箔板表面质量在线检测系统为例具体说明。铜箔板表面质量在线检测要求对线上的铜箔板进行非接触在线检测,该种板的尺寸为1240mm×1080mm(宽×长),流水线速率为0.5m/s;自动识别各种瑕疵如划痕、氧化点、垫伤、异物等;检测精度为0.2mm。
由于项目要求检测精度较高,流水线速率较高,导致了图像处理数据量的庞大。基于目前的计算机处理速度,单机是无法完成检测任务的,所以他们采用基于局域网的多机并行处理系统。(如图2所示)每台计算机所连接的摄像机只负责检测钢板的一部分表面(1/4的钢板表面)。
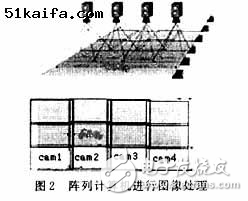
根据系统的要求他们采用了4+1的方案,即4台客户计算机接4只CCD摄像机完成图像数据的实时采集、处理,将数据通过局域网传输到一台服务器,所有客户机的数据在服务器进行整合后,给出检测结果。
铜箔板表面质量在线检测系统的这种解决方案的缺陷显而易见,该套系统总共配置了5台计算机,成本高昂,而且系统比较复杂,可靠性降低了。
1机器视觉系统的构成
机器视觉一般由以下几个部分构成:照明部分;光学系统,包括图像传感器和照相机;图像采集卡/图像数字化仪,扫描仪;可视的多路传输器;工业计算机;控制执行机构。如图1所示。
2传统机器视觉技术中存在的问题
机器内存中的工作由主机CPU来完成。在一些图像数据量大且算法较复杂的情况下,单机的CPU往往无法实时完成运算量。这时需要由若干台计算机组成一个局域网,其中的一台计算机作为服务器,其他计算机进行图像下面以弘达仪器公司开发的铜箔板表面质量在线检测系统为例具体说明。铜箔板表面质量在线检测要求对线上的铜箔板进行非接触在线检测,该种板的尺寸为1240mm×1080mm(宽×长),流水线速率为0.5m/s;自动识别各种瑕疵如划痕、氧化点、垫伤、异物等;检测精度为0.2mm。
由于项目要求检测精度较高,流水线速率较高,导致了图像处理数据量的庞大。基于目前的计算机处理速度,单机是无法完成检测任务的,所以他们采用基于局域网的多机并行处理系统。(如图2所示)每台计算机所连接的摄像机只负责检测钢板的一部分表面(1/4的钢板表面)。
根据系统的要求他们采用了4+1的方案,即4台客户计算机接4只CCD摄像机完成图像数据的实时采集、处理,将数据通过局域网传输到一台服务器,所有客户机的数据在服务器进行整合后,给出检测结果。
铜箔板表面质量在线检测系统的这种解决方案的缺陷显而易见,该套系统总共配置了5台计算机,成本高昂,而且系统比较复杂,可靠性降低了。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
评论(0)
发评论
- 相关下载
- 相关文章



