
资料下载


锂离子电池极片涂布的特性及其工艺的介绍
分享资料个
锂离子电池极片涂布过程具有浆料粘度大,涂层厚,基材薄、精度要求高等特点,目前已经广泛采用狭缝挤压式涂布技术。本文主要介绍了狭缝挤压式涂布预计量式的特点与涂布量的预估方法;流体的受力情况、流场无量纲参数的含义;以及流体力学有限元对涂布流场的分析。
锂离子电池是目前性能最优的二次电池产品,在能量密度、功率密度、寿命、环境适应性、安全和成本方面均有较大的改进空间,锂离子动力电池是混合动力车、纯电动汽车、储能系统等应用技术和工程技术的基础。极片制作工艺是制造锂离子动力电池的基础工艺,所以对于此环节所用设备的精度、智能化水平、生产性能的可靠性等要求非常高。目前,锂离子动力电池行业已经普遍采用狭缝挤压式涂布技术制造电池极片。挤压涂布技术能获得较高精度的涂层,同时也可以用于较高粘度流体涂布,被广泛应用于柔性电子、功能薄膜、平板显示器、微纳米制造、印刷等众多领域。
实际工艺过程中,涂布液的均匀性、稳定性、边缘和表面效应受到涂布液的流变特性影响,从而直接决定涂层的质量。采用理论分析、涂布实验技术、流体力学有限元技术等研究手段可以进行涂布窗口的研究,涂布窗口就是可以进行稳定涂布,得到均匀涂层的工艺操作范围,其受到三类因素的影响:
(1)流体特性,如粘度μ、表面张力σ、密度ρ;
(2)挤压模头几何参数,如涂布间距H,模头狭缝尺寸w;
(3)涂布工艺参数,如涂布速度v,浆料送料流量Q等。
对于挤压式涂布,在固定的流量下,存在一个涂布速度上限和一个涂布速度下限,介于涂布速度上下限之间的范围即为涂布窗口。涂布窗口上限主要受到涂布液稳定性的影响,如当流量不足,或者涂布速度太快时,涂布液珠开始不稳定,容易产生空气渗入、横向波等缺陷。涂布窗口下限发生时,如流量过大或者涂布速度过慢,流体无法及时被带走,涂布液珠大量累积,容易形成水窒或者垂流。
而锂离子动力电池极片涂布过程具有其自身的特点: 双面单层依次涂布,即使现在市场上出现的双面涂布机也是两面依次进行涂布的; 浆料湿涂层较厚,一般为 100 ~ 300 μm; 浆料为非牛顿型高粘度流体;相对于一般涂布产品而言,极片涂布精度要求高, 和胶片涂布精度相近;涂布基材为厚度为6~ 30 μm的铝箔或铜箔。
图1 狭缝挤压式涂布示意图
狭缝挤压式涂布示意图如图1所示,一定流量的浆料从挤压头上料口进入模头内部型腔,并形成稳定的压力,浆料最后在模头狭缝出口喷出,涂覆在箔材上,涂层经过烘箱进行干燥。
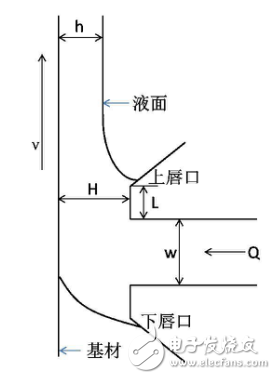
图2 涂布外流场示意图
图2为涂布稳定后挤压模头到箔材之间的流场示意图,如图2所示,基本参数主要包括挤压模头到涂辊的间隙H、狭缝尺寸w、基材走带速度v,上料流量Q、涂布湿厚h、以及涂层宽度B。狭缝挤压涂布技术是一种先进的预计量涂布技术。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
- 相关下载
- 相关文章





