
资料下载


×
基于STM8S微控制器步进驱动器的设计
消耗积分:3 |
格式:rar |
大小:1.40 MB |
2018-02-24
分享资料个
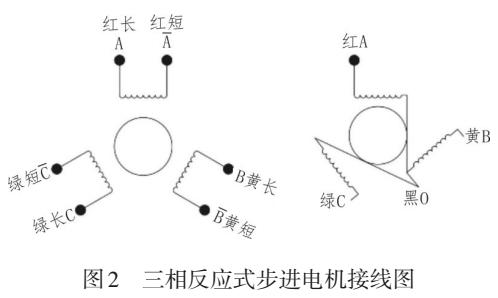
步进电机能接收数字脉冲信号完成规定的位置增量,实现开环控制,与伺服电机位置控制系统相比,成本低且控制电路及使用简单,几乎不必进行系统调整,但步进电机必须与控制电路,即驱动器配套,工作性能很大程度取决于所使用的控制电路,包括起动频率、最高转速、动态转距、阻尼能力等。目前在微型轴承内圆、沟道等磨削加工的磨床上,横向进给大多采用三相反应式步进电机75BF003,而轴承磨削加T是精加丁,磨削尺寸偏差大多要求控制在微米量级,加T精度高;同时工作环境不仅有变频器、砂轮电机等很强的电磁干扰,而且磨削过程使用大量冷却液产生的油雾等,因此恶劣的工作环境,导致步进电机运行出现“失步”,步进控制器易出现故障,所以要求电子控制系统具有很高的可靠性、可维修性且价格低廉。为此,针对微型轴承磨削加工,认真分析现有步进电机控制驱动方式及接口,设计与磨床电子控制系统配套的细分步进驱动器。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
评论(0)
发评论
- 相关下载
- 相关文章





