
资料下载


×
基于DSP+FPGA的控制单元设计方案解析
消耗积分:1 |
格式:rar |
大小:0.3 MB |
2017-10-24
分享资料个
激光加工是一种研究激光与材料相互作用的技术,也是国家重点支持和推动应用的一项高新技术,近些年我国激光加工机的销售额年增长率保持在20%左右 [1]。发达国家的加工业已逐步进入“光加工”时代。目前,一些国际性大公司积极采用先进的激光加工技术,以提高产品的竞争力,其中纳秒脉冲激光的微细加工已成为加工技术发展的前沿之一。
纳秒脉冲激光微加工系统以纳秒脉冲激光作为光源,光束经过光路系统调整会聚后照射到载物台上,配合运动平台的运动,完成微结构的加工。系统对控制单元的要求很高,包括图形的编辑、数据处理能力和同步的运动控制算法。现有激光加工机的控制单元多采用2种控制方式[2,3]:(1)基于PC的系统,运算能力强大,可实现图形编辑等功能,但是不能脱离PC独立运行,成本高;(2)以单处理器为核心的方式,缺点是单处理器的运算能力有限,很难实现高速和复杂图形的加工。数字信号处理芯片DSP和现场可编程门阵列FPGA的出现,为加工系统控制单元的性能提升提供了新的手段。本文利用上位机Visual C++软件平台实现图形的解析和编辑功能,利用DSP的高速数字信号处理能力和FPGA的多路并行处理能力,设计了系统的控制硬件,使纳秒脉冲激光微加工系统的加工效果更好。
1 系统整体结构
纳秒脉冲激光微加工系统主要包括:控制单元、激光器、机械结构和光路系统四部分。系统结构如图1所示。
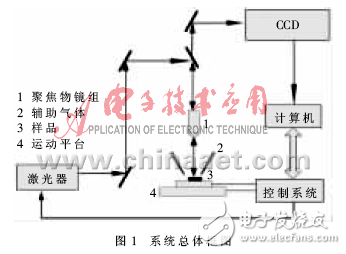
激光器是系统的加工工具,采用美国相关公司的AVIA-355 nm脉冲激光器。不同于早期的连续激光,此激光器有更多的参数和模式选择,包括激光脉冲频率﹑激光脉冲宽度和激光能量等,并且可以选择是单脉冲加工、多脉冲加工还是连续脉冲加工,使得激光器的控制难度大大高于对连续激光器的控制。
运动平台和光路系统作为加工的硬件部分,需要根据激光器的指标和要实现的加工精度进行设计。本系统的二维运动平台为步进电机驱动的丝杠螺杆传动的平台,行程是200 mm×200 mm,运动速度最大为40 mm/s,32细分下分辨率是650 nm。平台采用57步进电机驱动。电机驱动器采用雷赛M335B型号,输入方向和速度驱动信号便可实现步进电机的运动控制,并具有良好的精度。载物台放于运动平台上方,配有吹气装置,通过控制出气孔的大小来控制出气压力。光学系统包括反射镜片组,半透半反镜片,聚焦物镜和CCD共焦调整镜片。反射镜片镀有 355 nm波长的反射膜,反射率达到99%。聚焦物镜将激光聚焦到物体表面,聚焦后光斑直径小于20 μm。CCD主要用于调焦和加工的观察。
控制单元是加工系统的关键部分,包括上位机和下位机两部分。上位机主要完成加工图形方面的工作,实现图形文件的解析、图形修改和参数设置等功能,然后将这些矢量数据和加工参数通过预先设定的数据格式传输给下位机;下位机则借助先进的集成电路技术,完成对系统其他单元的控制。所以下位机系统需要有完善的控制算法,在进行系统设计时需要重点研究。
2 控制单元
控制单元是激光加工设备的关键部件,其性能直接决定了激光加工的质量,尤其是图形数据的处理和适当的控制技术是激光加工系统的关键部分。国外很多优秀激光加工设备主要依赖于高性能的数控系统才得以实现各种高质量的加工。本系统控制单元分为上位机的图形解析软件和下位机的硬件系统。
纳秒脉冲激光微加工系统以纳秒脉冲激光作为光源,光束经过光路系统调整会聚后照射到载物台上,配合运动平台的运动,完成微结构的加工。系统对控制单元的要求很高,包括图形的编辑、数据处理能力和同步的运动控制算法。现有激光加工机的控制单元多采用2种控制方式[2,3]:(1)基于PC的系统,运算能力强大,可实现图形编辑等功能,但是不能脱离PC独立运行,成本高;(2)以单处理器为核心的方式,缺点是单处理器的运算能力有限,很难实现高速和复杂图形的加工。数字信号处理芯片DSP和现场可编程门阵列FPGA的出现,为加工系统控制单元的性能提升提供了新的手段。本文利用上位机Visual C++软件平台实现图形的解析和编辑功能,利用DSP的高速数字信号处理能力和FPGA的多路并行处理能力,设计了系统的控制硬件,使纳秒脉冲激光微加工系统的加工效果更好。
1 系统整体结构
纳秒脉冲激光微加工系统主要包括:控制单元、激光器、机械结构和光路系统四部分。系统结构如图1所示。
激光器是系统的加工工具,采用美国相关公司的AVIA-355 nm脉冲激光器。不同于早期的连续激光,此激光器有更多的参数和模式选择,包括激光脉冲频率﹑激光脉冲宽度和激光能量等,并且可以选择是单脉冲加工、多脉冲加工还是连续脉冲加工,使得激光器的控制难度大大高于对连续激光器的控制。
运动平台和光路系统作为加工的硬件部分,需要根据激光器的指标和要实现的加工精度进行设计。本系统的二维运动平台为步进电机驱动的丝杠螺杆传动的平台,行程是200 mm×200 mm,运动速度最大为40 mm/s,32细分下分辨率是650 nm。平台采用57步进电机驱动。电机驱动器采用雷赛M335B型号,输入方向和速度驱动信号便可实现步进电机的运动控制,并具有良好的精度。载物台放于运动平台上方,配有吹气装置,通过控制出气孔的大小来控制出气压力。光学系统包括反射镜片组,半透半反镜片,聚焦物镜和CCD共焦调整镜片。反射镜片镀有 355 nm波长的反射膜,反射率达到99%。聚焦物镜将激光聚焦到物体表面,聚焦后光斑直径小于20 μm。CCD主要用于调焦和加工的观察。
控制单元是加工系统的关键部分,包括上位机和下位机两部分。上位机主要完成加工图形方面的工作,实现图形文件的解析、图形修改和参数设置等功能,然后将这些矢量数据和加工参数通过预先设定的数据格式传输给下位机;下位机则借助先进的集成电路技术,完成对系统其他单元的控制。所以下位机系统需要有完善的控制算法,在进行系统设计时需要重点研究。
2 控制单元
控制单元是激光加工设备的关键部件,其性能直接决定了激光加工的质量,尤其是图形数据的处理和适当的控制技术是激光加工系统的关键部分。国外很多优秀激光加工设备主要依赖于高性能的数控系统才得以实现各种高质量的加工。本系统控制单元分为上位机的图形解析软件和下位机的硬件系统。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。 举报投诉
评论(0)
发评论
- 相关下载
- 相关文章



